Research of technological parameters of injection with ambiguous influence on shrinkage of injection molded plastics

Pre výskum bol pre svoje široké uplatnenie v technickej praxi a obzvlášť v automobilovom priemysle použitý amorfný polymér - polykarbonát v troch rôznych modifikáciách. Štandardný PC Macrolon 2405 je amorfný termoplast s výbornou oteruvzdornosťou a odolnosťou voči opotrebovaniu. Druhou modifikáciou je fyzikálna zmes polykarbonátu a ABS s označením Bayblend T65 XF. Je to široko využívaný materiál v automobilovom priemysle obzvlášť pre jeho spracovateľské vlastnosti a cenu. Treťou modifikáciou je taktiež fyzikálna zmes PC a ABS ale s obsahom 20% sklených vlákien s názvom Bayblend T88 GF20.
Vzhľadom k objemu a zložitosti problematiky zmraštenia termoplastických polymérov a interakcie mnohých faktorov ovplyvňujúcich výrobné zmraštenie sa tento výskum zameriava len na zistenie vplyvu vybraných procesných parametrov, ktoré majú podľa vykonanej teoretickej rešerše a praxe nejednoznačný vplyv na rozmerové zmeny a zmraštenie. Ostatné procesné parametre zostanú počas celého experimentu konštantne nastavené na hodnoty, ktoré sú pre všetky tri materiály zvolené tak, aby kvalita všetkých výstrekov bola približne rovnaká.
Charakteristika vybraných materiálov použitých pri vstrekovaní
Polycarbonát natural
Ako základný materiál bol použitý Polykarbonát Makrolon 2405 MAS048 od firmy Covestro. Je to materiál s nízkou viskozitou, vysokou mrazuvzdornosťou, húževnatosťou a vykazuje malé zmraštenie. Anizotropia zmraštenia dovoľuje vstrekovať kruhové, valcové diely a diely s dierami. Vstrekovaním sa spracováva pomerne ťažko, no napriek tomu sa využíva pre svoje výborné mechanické vlastnosti v obrovských objemoch na prevažne technické výlisky ako v čírom, tak aj vo farebnom prevedení (MÉZL 2012). Použitý bol v základnej forme natural black (Obr.1).
 |
|
| Obr. 1: Polykarbonát Macrolon 2405 MAS048 |
Polycarbonát + acrylonitrile butadiene styrene
Bayblend T65 XF PC/ABS od nemeckého výrobcu Bayer je zmes PC a ABS, ktorá poskytuje jedinečnú kombináciu vysokej spracovateľnosti ABS s výbornými mechanickými vlastnosťami (nárazu vzdornosť, tepelná odolnosť), ktorými disponuje PC. Rovnováha vlastností PC/ABS je dosiahnutá kontrolovaným pomerom PC a ABS v zmesi, polykarbonátovej molekulárnej hmotnosti a pridanými aditívami (Obr. 2).
 |
|
| Obr. 2: Štruktúra zmesy PC/ABS (RESINEX 2015) |
Pomer polykarbonátu a ABS má vplyv predovšetkým na tepelnú odolnosť konečného výstreku. Zmes PC/ABS vykazuje vynikajúcu odolnosť proti nárazu pri nízkych teplotách, ktoré sú lepšie pri jednotlivých materiáloch samostatne (RESINEX 2015).
Bayblend T65 XF (Obr. 3) je zdravotne nezávadný, má nízku absorpciu vlhkosti a dobré dielektrické vlastnosti. Aj keď má amorfnú štruktúru, nie je opticky číry. Je možné ho galvanicky pokovovať (MÉZL 2012). Použitý bol granulát v transparentnom prevedení.
 |
|
| Obr. 3: PC/ABS Bayblend T65XF |
Polycarbonát + acrylonitrile butadiene styrene + GF
Bayblend T88 GF-20 od spoločnosti Covestro (Obr. 4), dcérska spoločnosť firmy Bayer, je zmes dvoch polymérov (blend) a to polykarbonátu a acrylonitrilu butadienu styrénu. Je to zmes plnená krátkymi sklenými vláknami s obsahom 20%. Odoláva vyšším teplotám oproti neplnenému. PC/ABS a má lepšie mechanické vlastnosti. Taktiež má lepšiu odolnosť proti nárazu a vyššiu chemickú odolnosť. Má vysokú rozmerovú stabilitu výliskov a zvýšenú odolnosť pri vyšších i nižších teplotách a poveternostných vplyvoch. Vyznačuje sa vysokým leskom povrchu a odolnosťou voči poškriabaniu (MÉZL 2012). Dodaný bol v naturálnom netransparentnom stave a granulát bol v čiernom prevedení.
 |
|
| Obr. 4: PC/ABS + 20%GF Bayblend T88GF-20 |
Zmraštenie
Zmraštenie je fenomén, ktorý sa vyskytuje u všetkých plastov. Pri vstrekovaní akéhokoľvek termoplastu amorfného (napr. PS, HI-PS, SAN, SBS, ASA, ABS, MABS, PMMA, PC, PC/ASA, PSU, PES, PSU/ABS) alebo čiastočne kryštalického (napr. PP, LDPE, HDPE, POM, PA, PBT, PET, PPS, LCP, PEEK) platí že rozmery výstreku po jeho vyhodení z formy sú rozdielne od rozmerov meraných po nejakej dobe od jeho výroby, resp. po jeho skladovaní. Uvedené rozmerové zmeny sú veľmi často pripísané zmršteniu alebo deformácii. Tu je však nutné rozlišovať, pretože medzi oboma pojmami je podstatný rozdiel a na viac deformácia môže byť a veľmi často je dôsledkom zmrštenia:
Zmraštenie - objemová zmena pri tuhnutí polymérnych tavenín, ktorých základnou príčinou je stlačiteľnosť, tepelná rozpínavosť a kontrakcia plastov, pri čiastočne kryštalických plastov ešte pristupujú kryštalizačné zmeny.
Deformácia – zmena tvaru pri zachovaní konštantného objemu výstreku.
Pre úplnosť si uvedomme, že na zmenu objemu, resp. rozmeru, má vplyv i navĺhavosť a nasiakavosť termoplastov, čo sú procesy vratné ( dochádza i k vysychaniu). Tieto procesy sú založené na difúznych mechanizmoch a v tejto časti im bude venovaná pozornosť.
Samozrejmou a základnou požiadavkou všetkých užívateľov výstrekov z termoplastov je, že vyrobený diel musí mať požadované rozmery, definované menovitou hodnotou a toleranciami, ako rozmerovými, tak i toleranciami tvaru a polohy. Tvarová dutina formy teda musí byť o príslušné zmraštenie v danom mieste väčšia. Takto jednoducho definovaná požiadavka je ale v praxi veľmi problematicky realizovateľná. Dôvodom je, že na výsledné zmraštenie pôsobí veľké množstvo ovplyvňujúcich parametrov, pričom medzi základné je možné počítať:
- Procesné parametre výroby – tlaky, teploty, časy,
- Typ a vlastnosti spracovaného termoplastu – amorfné, čiastočne kryštalické materiály, ich pvT správanie, plnené, neplnené plasty, druh a obsah plniva,
- Konštrukcia výstreku, resp. formy – obzvlášť hrúbka stien výstreku, tvary ovplyvňujúce zmraštenie a pod. (ZEMAN, 2009).
Objemové a lineárne zmraštenie
Pre prax je najdôležitejšia informácia o objemovom zmraštení celkovom, resp. výrobnom.
Výrobné objemové zmraštenie je možné určiť zo vzťahu:
 |
|
 |
|
| Obr. 5: Priebeh zmraštenia v chladnúcej plastovej doske (ZEMAN 2009) |
Používané lineárne zmraštenie je teda z uvedeného pohľadu zaťažené chybou cca 5 až 10%. Tu je nutné zdôrazniť, že zmraštenie nemá význam anizotropie zmraštenia ako napr. anizotropia zmraštenia plnených termoplastov. Problematika smerového zmraštenia je znázornená na obr. 5.
Návrh skúšobnej vzorky
Pre metodiku a výpočet veľkosti zmraštenia bola použitá slovenská verzia európskej normy EN ISO 294 – 4: 2003. Táto časť ISO 294 špecifikuje metódu stanovenia výrobného zmraštenia a dodatočného zmraštenia vstrekovaných skúšobných telies z termoplastov v smere rovnobežnom a v smere kolmom k smeru toku taveniny v dutine formy. V tejto norme sú popísané skúšobné telesá s rozmermi 60x60x2 mm. Predmetom experimentu je skúšobné teleso s rozmermi 85x30x2,8. Hlavnou myšlienkou tohto výskumu je analyzovať veľkosť zmraštenia v reálnych podmienkach na reálnej súčiastke využiteľnej v praxi. Len málo výliskov je totožných s normalizovanými skúšobnými telesami a pri nekonečnej tvarovej rôznorodosti plastových dielov je mnoho nedefinovaných prípadov správania sa plastového výstreku počas prebiehajúceho zmraštenia. Preto aj pri návrhu skúšobného telesa bolo myslené na tento fakt a tvarovo bol prispôsobený ku komerčnému využitiu.
Skúšobná vzorka (Obr. 6) bola navrhnutá a vytvorená v CAD modelovacom softvéri SolidWorks. Jednotlivé tvary vznikali postupne jeden za druhým metódou CSG (Constructive Solid Geometry), a to pomocou geometrických telies. Podstata spočíva vo využívaní množinových (booleanských) operácií, a to sčítavanie, rozdiel alebo prienik. Teleso je vytvorené pomocou „stromu“ množinových operácií, ktorý taktiež obsahuje informácie o operáciách, ktorými sú primitíva. Základ modelu bol hranol, ktorý bol postupne upravovaný na požadovaný tvar odpočítavaním a pridávaním základných matematických objektov.
 |
|
| Obr. 6: Skúšobná vzorka navrhnutá v CAD softvéri |
Metodika výpočtu výrobného zmraštenia
Na rozdiel od metodiky formulovanej normou bola na skúšobnom telese meraná šírka a1 a dĺžka a2 (obr. 7), ďalej bola meraná hrúbka steny výstreku v dvoch rôznych referenčných bodoch smerom od vtokového ústia – b1 (pri vtoku), b2 (stred tokovej dráhy), a objemové zmraštenie merané v bode označenom ako b3 (Obr. 8).
 |
|
| Obr. 7: Znázornenie merania dĺžky a šírky |
|
 |
|
| Obr. 8: Znázornenie meraných bodov lokálneho zmraštenia | |
 |
|
Meranie výrobného zmraštenia
Meranie lokálneho výrobného zmraštenia bolo vykonávané s ohľadom na predchádzajúci odstavec. Pre každú jednotlivú variantu experimentu s danou kombináciou technologických a konštrukčných parametrov bola najskôr vykonaná iniciačná séria vstrekov. Po zmene procesných parametrov bola stanovená doba minimálne 30 min medzi sériami testov z dôvodu ustálenia procesu a pre vstrekolis prispôsobenia sa zmene parametrov. Skúšobné telesá boli odoberané a merané až po úplnom ustálení výrobného procesu. Každý meraný výstrek bol označený aby nedošlo k náhodnej zámene výstrekov a tým k znehodnoteniu experimentu. Skúšobné telesá boli uložené v miestnosti s ustálenou teplotou 23 °C počas 24 hodín.
Pre meranie dĺžkových rozmerov skúšobných telies bol použitý merací prístroj overený akreditovaným kalibračným laboratóriom. Dĺžka bola meraná digitálnym profilprojektorom Nikon V12 A s presnosťou 0,001 mm.
Hrúbka a šírka skúšobnej vzorky bola meraná digitálnym lineárnym výškomerom Mitutoyo LH 600 s presnosťou 0,001 mm s meracou ihlou prispôsobenom potrebám konkrétneho merania.
Vstrekovací stroj
Vzhľadom k dodržaniu sledu jednotlivých krokov od návrhu súčiastky v CAD softvéri až po jej vypadnutie zo vstrekovacieho stroja by v tomto bode mal nasledovať návrh vstrekovacej formy. Konštruktér vytvára na základe CAD modelu súčiastky vstrekovaciu formy a pri tom dodržuje pravidlá konštruovania foriem pre plastové súčiastky. V tomto prípade bude tento krok presunutý a priamo naviazaný na výber vstrekovacieho lisu, ktorým disponuje výrobný podnik. Maximálna uzatváracia sila vstrekovacej formy bola stanovená na 800 [kN] a vzhľadom na tvar, zložitosť súčiastky a teplotnú citlivosť materiálu PC/ABS bol navrhnutý vstrekovací lis ENGEL e-motion 80 s priemerom závitovky vo vstrekovacej komore Φ35 [mm]. Pre všetky tri typy PC materiálu je postačujúce použiť štandardnú cementovanú komoru s otvorenou tryskou, v našom prípade je použitá nitridovaná komora pre materiály s obsahom do 30% skla. Všetky série výstrekov experimentu boli realizované na tomto vstrekovacom lise a parametre procesu boli upravené a zosúladené pre produkciu skúšobných vzoriek.
Návrh vstrekovacej formy
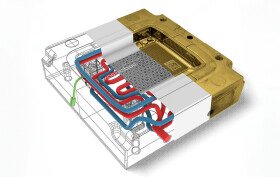
Vstrekovacia forma upnutá na vstrekovacom stroji tvorí matricu výlisku. Vstrekovaním taveniny do medzery medzi tvarom tvárnice a tvarom tvárniku a následným stuhnutím taveniny je definovaný tvar výlisku. Pri konštruovaní vstrekovacej formy podľa CAD modelu je veľmi dôležité riadiť sa pravidlami konštruovania foriem a taktiež vychádzať z už získaných poznatkov nadobudnutých pri práci v oblasti vstrekovania plastov.
CAD model skúšobnej súčiastky (Obr. 9) bol navrhnutý tak, aby celkovým tvarom a dráhou toku taveniny bolo najlepšie preukázateľné zmraštenie vo vytipovaných bodoch. K tvarovým a materiálovým požiadavkám experimentu bola navrhnutá a vyrobená špeciálna vstrekovacia forma, ktorá zabezpečí reprodukovateľnosť vyrábaných skúšobných vzoriek a taktiež zaistí aby proces pri veľkom počte vzoriek nedegradoval.
 |
|
| Obr. 9: Návrh vstrekovacej formy v prostredí CAD |
Voľba parametrov experimentu
Zvolenie správnych parametrov experimentu je veľmi dôležité ako z hľadiska opakovateľnosti výroby skúšobných vzoriek, tak aj samotnej realizovateľnosti experimentu. Všetky parametre vstupujúce do procesu majú vplyv na výsledné vlastnosti a tvar výlisku. U niektorých parametrov je tento vplyv väčší, u niektorých menší a niektoré parametre majú dokonca nejednoznačný vplyv na výslednú kvalitu výstreku. Pri definovaní technologických parametrov experimentu sme vychádzali ako z teoretických znalostí technológie vstrekovania plastov, tak aj z praktických skúseností získaných prácou v automobilovom priemysle. Pre lepšiu predstavu správania sa taveniny v dutine formy bol ako podpora stanovovania technologických parametrov využitý simulačný softvér Moldex3D. Jednotlivé kroky od návrhu modelu po reálne vystreknutý diel sú zobrazené na obr. 10.
 |
|
| Obr. 10: Od CAD modelu k reálnemu výstreku |
Materiálové parametre
Za prvý parameter experimentu možno považovať rozdielny typ amorfného termoplastu. Vo všetkých prípadoch bol zvolený amorfný termoplast Polycarbonát, ktorý má hodnoty zmraštenia 0,6 – 0,8 %. Prvý typ PC bol Makrolon 2405 MAS048, druhým materiálom bola zmes PC a ABS Bayblend T65XF a tretím typ materiálu použitým pri experimente bol PC/ABS Bayblend T88 GF-20 s obsahom 20% krátkych sklených vlákien.
Konštrukčné parametre
Ďalším parametrom experimentu bola zvolená veľkosť hrúbky steny doštičky 2,8 mm. Táto hodnota približne reprezentuje strednú hodnotu hrúbky stien v praxi používaných technických výstrekov. Ďalším konštrukčným parametrom je samotná dráha toku taveniny, počas ktorej musí vstrekovaný materiál obchádzať tvarovú časť, ktorá tvorí dieru a ďalej pokračuje k hrane, ktorú obteká a tým lokálne zvyšuje teplotu z dôvodu zvýšeného trenia. Skúšobná vzorka je priestorovo tvarovaná zámerne tak, aby bol vplyv zmraštenia výrazný.
Technologické parametre
Technologické parametre do značnej miery determinujú proces vstrekovania plastov a majú signifikantný vplyv na veľkosť zmraštenia výstreku. Základné nastavované technologické parametre v experimente sú:
- teplota taveniny,
- uzatváracia sila,
- plastifikácia,
- dekompresia,
- vstrekovací tlak,
- vstrekovacia rýchlosť,
- bod prepnutia,
- dotlak (veľkosť dotlaku),
- doba dotlaku,
- teplota temperačného média,
- doba chladenia výstreku vo forme.
Vplyv týchto parametrov prispieva k finálnym vlastnostiam výrobku. Každý parameter nemožno hodnotiť samostatne, ale je potrebné vziať do úvahy ich vzájomnú interakciu. Zmena nastavení jednotlivých úrovní premenných môže hodnotu zmraštenia buď zväčšovať alebo naopak zmenšovať. Miera ich vplyvu je rôzna a môžu sa buď doplňovať alebo si vzájomne odporovať.
Pokiaľ by sa mal experiment vykonávať pre všetky vyššie uvedené parametre, obsahovala by úplná faktorová analýza pre všetkých 11 faktorov na 3 úrovniach = 531 441 pokusov vždy pre jeden typ použitého materiálu. Takýto rozsah experimentálneho merania by bol veľmi rozsiahli, preto boli z dôvodu zníženia počtu pokusov menené na troch úrovniach tri parametre, ktoré majú na zmraštenie nejednoznačný vplyv – bod prepnutia z hlavného vstrekovacieho tlaku na dotlak, teplota temperačného média a teplota taveniny.
Bod prepnutia
Pre vstrekovanie technicky presných dielov je správne určenie bodu prepnutia na dotlak veľmi dôležité. Avšak nie len u takýchto dielov by fáza vstrekovania mala rovnomerne dopraviť do formy plný objem výlisku a fáza dotlaku by mala dodať taký objem materiálu, aký z objemu výlisku ubudne kontrakciou tuhnúcej taveniny. U tenkostenných a technicky presných výliskov ako je v prípade experimentálnej skúšobnej vzorky by mal poloha bodu prepnutia mať hodnota v rozsahu od 80 – 90% naplnenia dutiny taveninou pomocou hlavného vstrekovacieho tlaku (MÉZL 2012). Správny bod prepnutia sa určuje pri vstrekovaní s vyradením dotlaku a s následným vážením hmotnosti výstreku a vizuálnou kontrolou. Vstupný faktor bodu prepnutia bude pre potreby experimentu menený na troch úrovniach a to 80 %, 85 % a 90 % naplnenia objemu dutiny taveninou. Určenie naplnenia dutiny taveninou pri jednotlivých úrovniach bodu prepnutia bolo zisťované pomocou simulačného softvéru Moldex3D (Obr.11).
 |
|
| Obr. 11: Jednotlivé hodnoty bodu prepnutia |
Teplota formy
S nárastom teploty formy, rovnako ako u zväčšujúcich sa hrúbok stien výstreku, narastá aj hodnota zmraštenia. Doba zamrznutia prierezu steny sa v dôsledku zvýšeného obsahu tepla (jeho pomalšieho odvodu) vo výstreku predlžuje a tým sa zvyšuje aj zmraštenie. Teplota steny formy má vplyv nie len na zmraštenie, ale je to aj parameter ovplyvňujúci tokové chovanie taveniny a profil vnútorného pnutia vo výstreku. Pre amorfné materiály použité boli stanovené hodnoty 50, 70 a 90 [°C]. Na (Obr. 12) sú znázornené teplotné polia skúšobnej vzorky pri nastavenej dobe dotlaku na 6 [s] a dobe chladenia 10 [s].
 |
|
| Obr. 12: Zobrazenie teplotných polí |
Teplota taveniny
Vplyv teploty taveniny na zmraštenie nie je jednoznačný a preto ani predpoveď vplyvu nie je jednoduchá. Teplota taveniny z pohľadu zmraštenia pôsobí dvomi protichodnými efektami.
- Prvý efekt – zvyšovanie teploty taveniny – zvyšuje jej tepelnú kontrakciu a teda aj zmraštenie,
- Druhý efekt – zvýšená teplota taveniny – znižuje jej viskozitu (zlepšuje tekutosť) a tým umožňuje lepšiu, tj. vyššiu tlakovú odozvu vo výstreku pri dotlaku čo vedie k zmenšeniu zmraštenia (ZEMAN 2009).
Priame meranie teploty taveniny pri vstrekovacom procese nebolo doteraz v praxi úspešne implementované. Požadované hodnoty dosiahneme nepriamo nastavením teploty odporových vyhrievacích pásov umiestnených v plášti plastifikačnej komory vstrekolisu.
V experimente bola teplota plastifikačného valca menená na troch úrovniach. Na prvej úrovni malo hodnotu 270 °C, na druhej úrovni bola teplota 280 °C a na tretej úrovni hodnota 290 °C. Samozrejme, že plastifikačný valec má niekoľko výhrevných pásiem, pričom každé pásmo sa reguluje samostatne a profilovanie teplôt plastifikačného valca má vplyv na výslednú kvalitu vystreknutého dielu. Ako teplota taveniny bude ďalej uvádzaná len teplota dýzy plastifikačného valca. Pre nastavenie teplôt bol zvolený štandardný vzostupný profil smerom od násypky k dýze agregátu. Interval teplôt bol nastavený s ohľadom na spracovateľnosť PC Makrolon a taktiež na tepelnú citlivosť PC/ABS Bayblend T65 XF.
Zostavenie nastavovacieho predpisu
Po zadefinovaní všetkých parametrov, ktoré vstupujú do procesu a majú vplyv na veľkosť zmraštenia skúšobnej vzorky, či už priamo alebo nepriamo, bol vytvorený nastavovací predpis (Tab.1), ktorý sumarizuje všetky parametre a systematicky ich triedi na jednotlivé kroky. Nastavovací predpis obsahuje všetky informácie potrebné k realizácii experimentu a slúži ako návod k nastaveniu vstrekovacieho lisu a jeho uvedenia do prevádzky.
 |
|
| Tab. 1: Nastavenie procesných parametrov experimentu |
Vyhodnotenie lokálneho, pozdĺžneho a priečneho zmraštenia
V experimente bol skúmaný vplyv kombinácie vstrekovacích parametrov na lokálne, priečne a pozdĺžne zmraštenie. Nastavované boli kombinácie skúmaných technologických parametrov uvedené v nasledujúcom poradí.
Bod prepnutia [%] – Teplota taveniny [°C] – Teplota temperačného média [°C].
Namerané hodnoty zanesené do tabuliek reprezentujú len aritmetické priemery z 20 nameraných hodnôt v jednotlivých miestach pri každom z piatich sledovaných bodov pri troch materiáloch.
V priebehu experimentu bolo realizovaných 8100 meraní na 1620 reálne vystreknutých skúšobných vzorkách. Takto roztriedené dáta boli vyhodnotené štatistickou analýzou plánovaného experimentu typu DOE, zostaveného s cieľom vyhodnotenia vplyvu troch technologických faktorov na 5 sledovaných premenných, charakterizujúcich kvalitu výstreku, vyrábaného na vstrekovacom lise.
Dáta a typ výskumných činností
V prvom kroku sú všetky dôležité premenné experimentu zostavené do tabuliek. Rozlišujú sa premenné charakterizujúce kvalitu procesu (tzv. sledované premenné) a premenné ovplyvňujúce samotný proces (tzv. faktory).
Sledované premenné
Požadovaná rozmerová stabilita je charakterizovaná pomocou 5 sledovaných premenných (tab.2).
 |
|
| Tab. 2: Výstupné (sledované) premenné |
Faktory
Z množiny technologických faktorov, ktoré potenciálne ovplyvňujú hodnoty sledovaných premenných, sú určené tri dominantné faktory (tab.3).
 |
|
| Tab. 3: Faktory a úrovne experimentu |
Výsledky nameraných hodnôt
Pre jednotlivé sledované premenné boli zostavené tabuľky, v ktorých sa nachádzajú namerané hodnoty zmraštenia všetkých troch materiálov a pre všetky kombinácie dominantných faktorov na troch úrovniach. Ku každej jednotlivej priemernej hodnote zmraštenia je uvedená príslušná smerodajná odchýlka σ súboru nameraných dát.
V nasledujúcej tabuľke (Tab. 4) sú zobrazené namerané hodnoty pozdĺžneho zmraštenia pre všetky tri druhy materiálu.
 |
|
| Tab. 4: Hodnoty pozdĺžneho zmraštenia Zps pre jednotlivé materiály |
Pre každú sledovanú premennú bola vytvorená obdobná tabuľka.
Štatistická analýza
Vyhodnotenie výsledkov celého experimentu bolo vykonávané v štatistickom programe Minitab 17. Pri testovaní bola použitá štandardná hladina významnosti α = 0,05
Prostredníctvom štatistického vyhodnotenia výsledkov sme sledovali 2 základné ciele:
1) Určiť aký vplyv má každý z 3 uvažovaných faktorov na každú z 5 sledovaných premenných, tj. vyhodnotiť vplyv bodu prepnutia, teploty taveniny a teploty temperačného média na zmraštenie v pozdĺžnom smere, zmraštenie v priečnom smere a zmraštenie hrúbky v bodoch 1 až 3.
2) Určiť aké je optimálne nastavenie 3 uvažovaných faktorov pre dosiahnutie čo najlepších výsledkov v procese výroby výlisku, tj. pre dosiahnutie minimálnych hodnôt všetkých parametrov zmraštenia. Cieľová hodnota zmraštenia je nula.
Typ experimentu
Bola zvolená Full Factorial metóda ortogonálneho plánu pričom boli 3 faktory na 3 úrovniach kombinované do 27 pokusov, pričom každý pokus bol realizovaný celkom trikrát (1 pokus pre každý z troch skúmaných materiálov). Celkový počet experimentov bol teda 81.
Experiment bol vyhodnocovaný s ohľadom na priemernú hodnotu sledovaných premenných. Každé nastavenie faktorov a materiálov v 81 experimentoch je jedinečné a preto nie je možné vyhodnocovať variabilitu sledovaných premenných.
Vplyv technologických parametrov na lineárne zmraštenie v pozdĺžnom smere k toku taveniny Zps
Vyhodnotený bol vplyv bodu prepnutia, teploty taveniny a teploty temperačného média na lineárne zmraštenie v pozdĺžnom smere toku taveniny pre amorfný termoplast PC/ABS Bayblend T65 XF. Hodnoty analýzy rozptylu dát a modelu experimentu zobrazuje (Tab. 5).
 |
|
| Tab. 5: Výsledky analýzy rozptylu |
Vplyv parametrov je posudzovaný pomocou grafu (Obr.13).
 |
|
| Obr. 13: Graf hlavných efektov posudzovaných parametrov |
Z jednotlivých grafov je zrejmé, že najväčší vplyv na zmraštenie v pozdĺžnom smere toku taveniny pre materiál Bayblend T65 XF má parameter teplota temperačného média. Úsečka tohto parametru má najväčší sklon (smernicu) a teda aj vplyv na sledovanú premennú. Úsečky pre parametre bod prepnutia a teplota taveniny vykazujú malý sklon a majú teda malý vplyv na sledovanú premennú.
Optimálne nastavenie všetkých troch parametrov pre dosiahnutie požadovaného výsledku – minimálnej hodnoty zmraštenia v pozdĺžnom smere, je uvedené na (Obr. 14). Hodnoty boli určené na základe najmenšej hodnoty zmraštenia v pozdĺžnom smere toku taveniny.
 |
|
| Obr. 14: Optimálne nastavenie parametrov Zps mat1 |
Z výsledku je jasné, že najmenšie hodnoty zmraštenia v pozdĺžnom smere k toku taveniny získame pri 85 [%] naplnenia dutiny pomocou hlavného vstrekovacieho tlaku a následným prepnutím na dotlak, teplote taveniny 290 [°C] a teplote temperačného média 90 [°C]. Ak nastavíme v procese faktory na tieto hodnoty bude dosahovať zmraštenie v pozdĺžnom smere k toku taveniny hodnotu 1,004 [%].
Interpretácia výsledkov štatistickej analýzy plánovaného experimentu pre všetky tri typy materiálov a pre všetky sledované premenné prebehla na základe rovnakého algoritmu.
Vyhodnotenie vplyvu technologických parametrov
Zmraštenie skúšobných vzoriek bolo definované piatimi sledovanými premennými, tj. vyhodnotenie lokálneho zmraštenia hrúbky skúšobnej vzorky sledovanej pri ústí vtoku označenej ako bod b1 (Zb1). Vyhodnotenie lokálneho zmraštenia v bode b2 (Zb2), deformácia tvaru meraná ako b3 (Zb3), vyhodnotenie lineárneho zmraštenia v pozdĺžnom smere k toku taveniny (Zps) a vyhodnotenie lineárneho zmraštenia v priečnom smere k toku taveniny (Zks).
Pri všetkých troch typoch amorfného termoplastu bola sledovaná aj smerová rozdielnosť zmraštenia tzv. anizotropia, ktorá je spôsobená predovšetkým orientáciou makromolekúl a plniva, obzvlášť vláknitého. PC/ABS Bayblend T65 XF spolu s PC Makrolon 2405 MAS nepreukázali významnú anizotropiu, výsledné hodnoty sa pohybovali v toleranciách pre tento typ termoplastu. Pri strednej úrovni teploty taveniny dosahovala anizotropia najnižšie hodnoty len okolo 7 [%]. Pri plnenom termoplaste PC/ABS Bayblend T88 GF-20 boli hodnoty anizotropie vyššie a to až okolo 23 [%]. Pri spodnej hranici teploty temperačného média boli zaznamenané najnižšie hodnoty anizotropie zmraštenia skúšobnej vzorky. Teória tvrdí, že pri termoplastoch plnenými sklenými vláknami je zmraštenie v smere k toku taveniny vždy menšie ako v kolmom smere k toku taveniny. Je to spôsobené vplyvom skleného vlákna spôsobujúce odpor voči kontrakcii materiálu a preto je dôležité pri predikcii zmraštenia poznať orientáciu skleného vlákna vo výstreku. Za týmto účelom bola vytvorená simulácia, ktorá zobrazuje orientáciu sklených vlákien v skúšobnej vzorke. Z výsledkov je jasné, že orientácia je podstatne vyššia v smere toku taveniny (Obr. 15) ako orientácia smere kolmom na tok taveniny (Obr. 16). Reálne namerané výsledky nám potvrdil aj simulačný softvér.
 |
|
| Obr. 15: Orientácia sklených vlákien v smere toku taveniny | |
 |
|
| Obr. 16: Orientácia sklených vlákien v priečnom smere k toku taveniny |
Vyhodnotenie vplyvu technologických parametrov pre termoplast PC/ABS Bayblend T65 XF
Na základe výsledkov štatistickej analýzy plánovaného experimentu bol preukázaný výrazný vplyv teploty temperačného média na jednotlivé sledované premenné. Pri maximálnych hodnotách teploty temperačného média 90 [°C] bolo preukázané najnižšie zmraštenie v pozdĺžnom smere a taktiež v priečnom smere k toku taveniny. Zatiaľ čo pre lokálne hodnoty zmraštenia v bodoch b1 a b2 bolo najnižšie zmraštenie zaznamenané pri opačnej hranici teploty temperačného média a to pri 50 [°C]. Taktiež bol preukázaný vplyv technologických parametrov bod prepnutia a teplota taveniny ale v porovnaní s teplotou temperačného média v menšom rozsahu. Pre dosiahnutie najnižšej hodnoty zmraštenia vo všetkých sledovaných bodoch je možné dosiahnuť nastavením hodnoty bodu prepnutia z hlavného vstrekovacieho tlaku na dotlak na úroveň 85 [%] a teplotu taveniny ustáliť na hodnote 290 [°C]. Optimálne nastavenie dominantných technologických parametrov pre dosiahnutie cieľovej hodnoty zmraštenia 0 [%] zobrazuje tab. 6.
 |
|
| Tab. 6: Optimálne nastavenie technologických parametrov |
Vyhodnotenie vplyvu technologických parametrov pre termoplast PC Makrolon 2405 MAS
Na základe výsledkov štatistickej analýzy plánovaného experimentu bol preukázaný výrazný vplyv teploty taveniny na jednotlivé sledované premenné. Pri maximálnych hodnotách teploty taveniny 290 [°C] bolo preukázané najnižšie zmraštenie v pozdĺžnom smere, v priečnom smere k toku taveniny a taktiež v lokálnych bodoch b1 a b2. Rovnako výrazný vplyv na hodnotu zmraštenia bol preukázaný pri technologickom parametri teplota temperačného média, ktorej hodnota musí byť precízne určená a je priamo naviazaná geometriu tvaru skúšobnej vzorky. Taktiež bol preukázaný vplyv technologického parametra bod prepnutia ale v porovnaní s teplotou temperačného média v menšom rozsahu. Pre dosiahnutie najnižšej hodnoty zmraštenia vo všetkých sledovaných bodoch je možné dosiahnuť nastavením hodnoty bodu prepnutia z hlavného vstrekovacieho tlaku na dotlak na úroveň 85 [%] a teplotu temperačného média ustáliť na hodnote 70 [°C]. Optimálne nastavenie dominantných technologických parametrov pre dosiahnutie cieľovej hodnoty zmraštenia 0 [%] zobrazuje tab. 7.
 |
|
| Tab. 7: Optimálne nastavenie technologických parametrov |
Vyhodnotenie vplyvu technologických parametrov pre termoplast PC/ABS Bayblend T88 GF-20
Na základe výsledkov štatistickej analýzy plánovaného experimentu bol preukázaný výrazný vplyv teploty temperačného média na jednotlivé sledované premenné. Pri minimálnych hodnotách teploty temperačného média 50 [°C] bolo preukázané najnižšie zmraštenie v priečnom smere k toku taveniny a taktiež vo všetkých troch bodoch b1, b2, b3. Zatiaľ čo pre pozdĺžne zmraštenie v smere k toku taveniny bolo najnižšie zmraštenie zaznamenané pri opačnej hranici teploty temperačného média a to pri 90 [°C]. Taktiež bol preukázaný vplyv technologických parametrov bod prepnutia a teplota taveniny ale v porovnaní s teplotou temperačného média v menšom rozsahu. Pre dosiahnutie najnižšej hodnoty zmraštenia vo všetkých sledovaných bodoch je možné dosiahnuť nastavením hodnoty bodu prepnutia z hlavného vstrekovacieho tlaku na dotlak na úroveň 90 [%] a teplotu taveniny ustáliť na hodnote 280 [°C]. Optimálne nastavenie dominantných technologických parametrov pre dosiahnutie cieľovej hodnoty zmraštenia 0 [%] zobrazuje tab. 8.
 |
|
| Tab. 8: Optimálne nastavenie technologických parametrov |
Zhrnutie vplyvu technologických parametrov na sledované premenné
Z teoretického hľadiska je pri amorfných termoplastoch zmraštenie určené predovšetkým teplotnými dejmi a do značnej miery o tom vypovedá aj výsledok experimentu. Bol preukázaný signifikantný vplyv teploty temperačného média na lineárne a lokálne zmraštenie. Systém temperácie formy by mal byť optimalizovaný a čo najviac vybalansovaný, tj. teplota steny tvarovej dutiny formy má byť lokálne rovnaká. Rozdiel teplôt temperačnej kvapaliny na vstupe a výstupe z formy by mala byť cca 3 až 5 [°C] nad stanovenú hodnotu. Nízka teplota vstrekovacej formy vyvoláva silnú orientáciu makromolekúl na povrchu výstreku a tým aj vznik vysokého obsahu vnútorného pnutia, a to v pozdĺžnom aj v priečnom smere k toku taveniny. Naopak vysoká teplota vstrekovacej formy znižuje orientáciu makromolekúl na povrchu výstreku a tiež znižuje obsah vnútorného pnutia. Výsledok jasne ukazuje, že teplota temperačného média nie je tabuľkový parameter ale je s ním potrebné správne pracovať a nastaviť. Taktiež parameter teplota taveniny mal vplyv na zmraštenie v jednotlivých bodoch v smere hrúbky skúšobnej vzorky. To bolo zapríčinené zvýšenou tepelnou kontrakciou taveniny v dutine formy, ktorá bola do určitej miery eliminovaná dotlakom. Odborná literatúra uvádza technologický parameter bod prepnutia ako parameter, ktorý nemá vplyv na zmraštenie výstrekov a pri do návrhu vstrekovacej formy s ním nie je uvažované. Výsledky tohto experimentu ukazujú, že bod prepnutia má vplyv na zmraštenie aj keď bol definovaný ako slabý ale pri technických dieloch so zvýšenými požiadavkami na kvalitu, môže zohrávať významnú rolu pri predikcii reálnych hodnôt zmraštenia.
Zoznam bibliografických odkazov
MÉZL, M. Základy technológie vstrekovania plastov. EU, 2012. 302 s. ISBN 978-80-970749-7-5
PLASTICKER. The home of plastics. 2015[cit. 2017-03-22]. Dostupné na internete: http://plasticker.de/Kunststoff_News_25831_Special_f15_Engel_Mit_inject_40_die_Moeglichkeiten_von_Spritzgiessanlagen_
ausreizen?special=f15
ZEMAN, L.: Vstřikování plastů. BEN – Technická literatura, 2009. ISBN: 978-80-7300-250-3


Without guide pillars and with electric drive for production optimization: ENGEL expands the victory series
21.3.2025 ENGEL is expanding its renowned range of victory injection molding machines without guide pillars by incorporating the previous e-motion TL model, now introduced as the victory electric. This innovative addition combines the advantages of guide...