Laser welding: Solution for solid joints from K.D. Feddersen
Laser welding is a contactless welding method within a one-step process. That means that the heating of the plastic and the joining process happen simultaneously. One of the joined parts must have a high permeability coefficient (permeability to optical waves), while the other part must have a high laser beam absorption coefficient. Before the beginning of the process, both joined parts are placed in the required final position and joining pressure is formed.
The laser diode beam passes through the transparent part without heating it. The other part completely absorbs the laser beam in its surface layer, transforming the energy into heat, which melts the plastic. The transparent part is then melted as well due to heat sharing. As a result of the dilation of the melted plastic and due to the inner joining pressure and the pressure from outside, the parts are joined firmly (see Graph. 1).
 |
|
| Graph 1: A schematic picture of the laser welding process Translation of terms: Absorbierender Kunststoff - Absorption plastic, Bereich des Wärmeeinsflusses - Area affected by heat, Strahlquelle Diodenlaser - Diode laser beam source, Fügedruck - Joining pressure, Lasertransparenter Kunststoff - Laser-transparent plastic |
An advantage of this “lap joint welding” is the fact that the weld is formed inside the part without any particles escaping. Therefore, an aesthetic and almost invisible weld is formed in optically non-transparent parts. Another great advantage of laser welding is the local energy supply; as a result, it is possible to weld, for example, near electronic elements. Another useful characteristic is the fact that due to the low amount of conducted heat, there is less deformation caused by heat than in other welding methods.
Unlike vibration and ultrasound welding, laser welding generates no vibration that could be transmitted to the parts. That is a necessity with sensitive electronic joints.
Naturally, this method has its disadvantages, too. These include the fact that the joined parts must have different optical characteristics and a tight contact of the welded parts is needed. Also, one of the parts must be permeable to laser. Polyamide materials, which are coloured by soot, always absorb laser. Naturally coloured polyamides are usually permeable to laser. In order for the parts to look almost identical, colouring is used instead of pigments to colour materials permeable to laser.
K.D. Feddersen CEE GmbH, a Vienna-based company, is a distribution partner of AKRO-PLASTIC GmbH, a compound manufacturer in Niederzissen, Germany. As a specialist in the area of plastic compounds, focusing on innovation and applications, the company has more than 30 years of experience in this field.
Its portfolio also includes a large number of black compounds that are permeable to laser.
An example is the black AKROMID® A3 GF 40 1 LT (5709), a 6.6 polyamide enforced by 40% of glass fibres. Apart from that, other types of polyamides with or without glass fibre reinforcement are available. AF-COLOR, an AKRO-PLASTIC subsidiary, also offers different colouring concentrates.
Besides choosing the right compound it is also important for the product quality to be accompanied by laser transparency measuring during serial production.
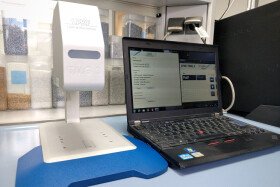
To measure laser transparency, AKRO-PLASTIC uses TMG 3 (see Fig. 1) by LKPF Laser & Elektronics AG. The measuring device measures sample transmission at the wavelength of 980nm.
 |
|
| Fig. 1: TMG 3 device (LKPF Laser & Electronics AG) measuring laser transparency |
At present, there is not a standard that would provide a basis for measuring laser transparency. Therefore, the compound producer proceeds as follows: laser transparency is measured in five defined measuring points on five press-polished 60x60x2mm plates (see Graph 2). The figures are then used for calculating average transparency. Before measuring, the plates are packed in PE bags and then they are measured by the measuring device 24 hours after being sprayed.
 |
|
| Graph 2: Laser transparency measuring in five defined measuring points Translation of terms: Anguss - Injection gate |
“The laser welding method shows a large processing window and should be supported in the area of quality assurance,” says Cyprian Golebiewski, AKRO-PLASTIC’s Application Technology Manager. “If the initial products do not correspond to the defined material parameters, there can be problems. Different material thickness, pigments or admixture ratios might have a negative impact on the welding process.”
In this respect, Golebiewski recommends monitoring the injection casting process more closely if the weld is not sufficiently solid. “If the absorption coefficient of one of the parts is changed, it will provide valuable evidence for irregularities in the preparation stages.”
In order to find out how big the impact is, different parameters have been tried. An increase in the mould wall temperature from 50 °C to 130 °C reduces laser transparency from 31% to approximately 24% (see Graph. 3).
 |
|
| Graph 3: The influence of temperature on laser transparency Translation of terms: Akromid schwarz - Akromid black, 60 x 60 x 2 Platte - 60x60x2mm plate, Lasertransparenz - Laser transparency, Werkzeugtemperatur - Mould temperature, Lasertransparenz - Laser transparency |
This negative effect is definitely caused by increased crystallinity in the surface layer, which increases reflectivity and laser beam scattering. That shows that faster injection increases laser transparency because a smaller amount of glass fibre on the surface of the part supports reflectivity. At an injection speed of 30 cm³/s there is significantly more glass fibre on the surface than at 80 cm³/s (see Fig. 2a and 2b). Laser transparency is increased from 22% to 26 %.
 |
|
| Fig. 2 a: At the injection speed of 30 cm³/s more glass fibre can be seen on the surface |
 |
|
| Fig. 2 b: At the injection speed of 80 cm³/s less glass fibre can be seen on the surface |
Colouring used for materials permeable to laser makes these materials more sensitive to temperature than materials coloured by traditional soot pigments. That is obvious in the laser transparency time (see Graph 4).
 |
|
| Graph 4: Measuring the first three batches with different times of the product staying in the plasticization aggregate Translation of terms: Akromid schwarz - Akromid black, 60 x 60 x 2 Platte - 60x60x2mm Plate, Lasertransparenz - Laser transparency, Verweilzeit im Plastifizieraggregat - The time of the product staying in the plasticization aggregate, Lasertransparenz - Laser transparency |
If the process is interrupted, the first parts should be removed during re-start and should not be assessed only by their outer appearance.
Another aspect that should be attended to is the contamination of the material permeable to laser. A few granules coloured by soot are enough to make a large number of parts unsuitable for laser welding (see fig. 3 and 4).
 |
|
| Fig. 3 a: Contaminated material recorded by a standard camera |
 |
|
| Fig. 3 b: Contaminated material recorded by an infrared camera |
 |
|
| Fig. 4: Plates made from contaminated material. Left: a picture taken by a standard camera; right: a picture taken by an infrared camera |
If a re-granulated product is used, it won’t have a negative effect on laser transparency. However, that cannot be recommended as contamination cannot be excluded as described above. Such contamination is the most frequent reason for complaints.
Customers usually require 100% guarantee of tightness for their parts. So as to meet this requirement it is necessary to choose a suitable material as well as the right processing procedure and optimal screw configuration. The team of K.D. Feddersen CEE GmbH will be happy to assist you in this matter.
-

K.D. Feddersen CEE GmbH
Engineering plastics, masterbatches, biodegradable biocompounds, thermoplastics, technical plastics - sales, bioplastics suppliers.



Without guide pillars and with electric drive for production optimization: ENGEL expands the victory series
21.3.2025 ENGEL is expanding its renowned range of victory injection molding machines without guide pillars by incorporating the previous e-motion TL model, now introduced as the victory electric. This innovative addition combines the advantages of guide...






-jpg-280x250.jpg)