End of diesel effect in the forms

Jak funguje systém ECOVENT?
Patentovaný ventil Ecovent přináší vynikající možnosti odvzdušnění dutiny a unikátní pozice pro umístění. Systém ECOVENT je možné aplikovat nejen na nejlogičtější místo – a to za díl (a tím perfektně vyvést vzduch ven z dutiny), ale vlastnosti aplikace umožňují tento ventil i – poněkud paradoxně a zdánlivě nelogicky – předřadit ventil dílu aplikací na studený kanál.
Během vstřikovací fáze plnění dutiny tlačí plastický materiál (pozice Plastic) před sebou vzduch ven přes oversize (velké) kanály (pozice GAS). Pružina (3) drží jezdec (2) v otevřené poloze pro maximálně efektivní odvod plynu. Ve fázi naplnění odtlačí plastová hmota jezdec (2) do polohy, kdy se uzavřou odvzdušňovací kanály a tím se zamezí úniku plastového materiálu z dutiny. Isometrický pohled na otevřenou (open position) a uzavřenou (closed position) jednotku dává perfektní představu o funkci.
 |
|
| Velmi zjednodušený princip - systém se skládá ze základního těla (1), pohyblivé uzavírací části (2) a pružiny (3). |
Proč je ECOVENT unikátní odvzdušňovací zařízení?
Experiment
Na následujícím příkladu srovnáme dva odvzdušňovací systémy. Jedná se o systém Balzi s vynikající hodnotou odvodu vzduchu z dutiny a systém Ecovent. Mějme injekční stříkačku plnou vzduchu, kterou budeme vyprazdňovat pod definovaným tlakem. V prvním případě bude vzduch unikat přes lamely broušené na odstup 0,02 mm. V takovém případě je čas potřebný pro kompletní odvzdušnění při konstatní zátěži 1250 g cca 183 s.
V druhém případě se odvod vzduchu zajištěn drážkami ECOVENT ventilu. Při stejných podmínkách v takovém případě stačí na vyprázdnění stříkačky čas 1,66 vteřiny.
Při dosud nadstandardním odvzdušnění pomocí lamelárího systému Balzi byla tedy potřeba cca 183 vteřin pro vypráznění injekční stříkačky.
Nově, pomocí ECOVENT ventilu je tedy potřeba pouze 1,6 vteřiny. Zjednodušeně se tedy dá říci, že ECOVENT ventil umožňuje zhruba 100 násobně lepší odvzdušnění dutiny, jak dosud dostupné aplikace, a to bez nutnosti vytváření vakuum a tedy dalších dodatkových aparátů.
 |
|
Jak to funguje?
Simulace proudění
U standardního a tedy očekávaného umístění ZA výliskem je – jak vidno na předchozím experimentu – odvzdušnění vynikající. Ovšem ne vždy je možné ventil umístit za výlisek. V takovém případě je možné aplikovat ECOVENT ventil na poněkud paradoxní umístění a to PŘED výlisek na studený vtokový kanál. Na obrázku je vidět simulace proudění vzduchu při – poněkud paradoxním umístění – PŘED výlisek. Na obrázku je vidět vzduch proudící přes ECOVENT ventil pryč od dutiny. Veškerý vzduch ze studeného kanálu je tedy vyveden mimo dutiny tvaru. Ovšem dochází nejen o odvedení vzduchu ze studeného kanálu, ale díky Bernouliho principu dochází také k odvedení (vysátí) vzduchu z dutiny. Je zde využito jevu hydrodynamického paradoxu, při kterém tlak vzduchu klesá při rostoucí rychlosti. Tohoto jevu se používá pro odsávání.
Opět zjednodušeně řečeno:
Při vstřikovací fázi plnění studeného kanálu plastovým materiálem dojde k tak rychlému proudění vzduchu, že vznikne podtlak a tento vysaje vzduch z dutiny. Praktickou ukázku, co to znamená v technické praxi najdete na následujícím obrázku.
První obrázek znázorňuje tlak v dutině bez aplikace ECOVENT systému. V druhém případě došlo při aplikaci ECOVENT ventilu k poklesu tlaku v dutině. Jedná se o pokles ze 170 kgf/cm2 na 100 kgf/cm2. V této konkrétní aplikaci tedy byl pokles tlaku vyjádřený v jednotkách SI z 166.7 bar na 98 bar. Jedná se tedy o pokles přesahující 41 % původní hodnoty.
 |
|
Praktické výsledky nasazení ECOVENT
Porovnání testovací destičky
• materiál PC/ABS
• umístění vtoků tak, aby se dosáhlo naplnění žebra
• vstřikovací parametr tak, aby došlo k diesel efektu na spodní hraně dílu
bez ECOVENT ventilu
Plyn se zachytává v žebru a díky vysokému tlaku a teplotě dojde ke spálení materiálu.
 |
 |
|
Plyn se uzavírá v žebru, kde teplota a tlak způsobuje hoření dílu (diesel efekt).
s ECOVENT ventilem
ECOVENT ventily byly aplikovány na konce studeného kanálu – viz obrázek.
Při aplikaci shodných vstřikovacích podmínek byl díl zcela bez závad.
 |
|
Velké množství vzduchu je odčerpáno díky aplikaci ECOVENT.
Aplikace za díl
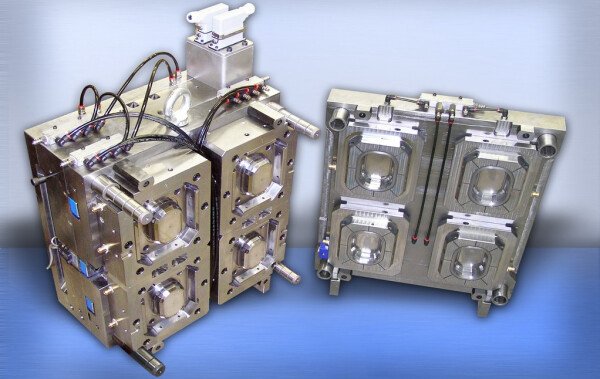
Pro lepší zvýraznění efektu nasazení ECOVENT ventilu, byl tento ventil aplikován na jednu ze dvou shodných částí. Vstřikovací podmínky jsou tedy prokazatelně shodné pro oba díly.
Materiál PC/ABS Alloy
 |
|
 |
|
| Bez ECOVENT ventilu S aplikovaným ECOVENT ventilem |
Výlisek
Jak je vidět, výlisek bez aplikovaného ventilu má spálené části v místě uzavřeného vzduchu.
 |
|
| bez ECOVENT ventilu |
 |
|
| s ECOVENT ventilem |
Díl s aplikovaným ECOVENT ventilem má při zcela shodných parametrech perfektní odvzdušnění a tedy žádný viditelný diesel efekt.
Technická praxe Světlomet
Třetí aplikace je každému velmi dobře známá. Jedná se o případovou studii výroby světlometu pro Hyundai. Z důvodu uzavírání vzduchu v dutině, byla po pokovení úspěšnost shodných výlisků pouze 8 %.
 |
|
Po nasazení ECOVENT na studený vstřikovací kanál, došlo díky hydrodynamickému paradoxu o odsátí vzduchu z dutiny světla.
 |
|
Toto snížení tlaku v dutině bez dalších dodatečných nákladů zvedlo počet shodných výlisků na 100 %.
Technická praxe Údržba – přínos nasazení ECOVENT pro údržbu
Problematika odvzdušnění není pouze otázka výroby dobrých dílů, jak by se mohlo zdát na první pohled. Tato otázka je velmi důležitá i z hlediska životnosti nástroje. Špatně odvzdušněná forma má výrazně kratší životnost a náklady na její provozování nelineárně rostou. Chemická reakce neodvedených plynů může být velmi agresivní k oceli formy a proto je velmi důležité udržovat formu čistou a odvzdušňovací drážky pravidelně kontrolovat a čistit.
Následující případová studie je zaměřena na optickou část krytou routeru, který má velmi složitou strukturu. Po dokončení formy se zjistilo, že problémy s odvzdušněním jsou tak razantní, že bylo nutné formu rozebrat a čistit každých 8 hodin, tedy po každé směně.
Základní charakteristika formy:
• materiál PC/ABS alloy
• požadovaná produkce: 40 000 kusů měsíčně
• 4 čelisti
• 22 drážkových vyhazovačů (undercuts)
• údržba – každých 8 hodin
Hlavní indikované problémy:
• hromadění přepáleného materiálu v mezerách mezi vložkami
• změna rozměrů
• zadírání
• občas větší poškození tvaru kvůli předchozím bodů
Aplikace bez ECOVENT systému
 |
|
Aplikace ECOVENT systému
 |
|
ECOVENT byl instalován na konce studeného kanálu tak, aby byl umožněn odvod co největšího množstí vzduchu. Status formy byl porovnán po provedení 25 000 výlisků.
Nutnost údržby formy byla výrazně snížena. Z dřívějších 8 hodin byla frekvence posunuta na 24 hodin provozu, což je 3násobné zvednutí intervalu.
ECOVENT – aplikace a výsledky zlepšení – sektor automotive
V tabulce najdete popis aplikací s nasazeným ECOVENT ventilem a sledované znaky pro zlepšení. Pro různé aplikace byly sledovány jiné parametry, proto jsou výsledky nasazení relativně rozdílné.
Je to z důvodu jiných potřeb nasazení systému. Část tabulky „Problém – řešení“ velmi pěkně dokresluje přínos nasazení tohoto patentovaného systému pro různé druhy materiálů a plastových dílů s efektem kumulace výhod.
 |
|
 |
|
 |
|
Tedy je-li nasazen systém kvůli lepšímu plnění a zvýšení výtěžnosti kvalitních pokovených dílů, je výsledkem i prodloužený interval údržby a naopak u primárního požadavku prodloužení údržby u elektrického konektoru poskytuje ECOVENT také lepší plnění a snížení zmetkovitosti.
Více info na www.jansvoboda.cz
-

JAN SVOBODA s.r.o.
Complex deliveries of semi-finished products for molds for plastics, tools for molding plastics and light metals, machine tools, tempering equipment,...


KOVOROB, s.r.o. – manufacturer of injection molds for thermoplastics and a reliable partner for plastic processing
14.3.2025 KOVOROB, s.r.o. is an established manufacturer of injection molds for thermoplastics and a specialist in plastic processing. For over 20 years, it has been designing and manufacturing molds for various industrial sectors. In addition to production,...