Design of the hot nozzle and the transfer of heat from the hot nozzle to the steel mold
Vysoká variabilita forem má následující příčiny:
- Možnost vstřikování různých plastových materiálů, přičemž každý materiál vykazuje specifické zpracovatelské podmínky, ovlivňující také konstrukci forem.
- Kombinace různých vstřikovaných materiálů, včetně zastřikovánízálisků.
- Odlišné, často vysoké finální požadavky na přesnost výstřiku (plastového dílu).
- Konstrukční náročnost dílu.
- Obvyklé vysoké požadavky na kvalitu povrchu platového dílu, zvl. v automobilovém, ale i spotřebním průmyslu.
- Volba specifického vstřikovacího tlaku a dotlaku, specifického chlazení, odvzdušnění atd. rovněž ovlivňují konstrukci vstřikovací formy.
- Odlišnosti vtokových systémů, systémů chlazení, vyhazovacích soustav, odformovacích prvků atd.
- Komplexnost a složitost forem souvisí také s potřebou automatizace výroby a použitím robotů.
Návazný text v hrubých rysech přiblíží pouze velmi úzkou část posuzování konstrukce vstřikovacích forem s využitím simulačního softwaru: posouzení a stanovení vhodného dimenzování tokových kanálů v horkých tryskách a možnosti vyhodnocení vlivu horkých trysek na teplotu tvarové dutiny v blízkosti ústí horké trysky. K uvedeným vyhodnocením lze dobře použít německý simulační software Cadmould®.
Dimenzování horkých trysek
Volba a poloha horké trysky nebo více horkých trysek pro plnění tvarových dutin vstřikovací formy by se měly řídit následujícími zásadami:
- Stanovení vhodné polohy horké trysky (nebo horkých trysek) z hlediska požadovaného průběhu plnění, kvality vzhledu, výsledných deformací a samozřejmě i z hlediska zástavbových rozměrů.
- Určení typu horké trysky z hlediska vstřikovaného materiálu, objemu tvarové dutiny, potřebné rychlosti vstřikování případně i tlakových poměrů. Volba typu trysky může být ovlivněna zaměřením pozornosti konstrukční kanceláře na obvyklého obchodního dodavatele horkých trysek a nelze opomenout také cenové hledisko.
Simulační analýzy mohou výrazně pomoci nejen s volbou vhodného umístění horké trysky, ale také s návrhem potřebného dimenzování tokových průřezů kanálů a ústí horké trysky. Bohužel se velmi často setkávám s analýzami, u kterých jejich zpracovatelé zcela opomíjejí možnost dodat zákazníkovi tyto velmi důležité informace.
Podmínky pro zpracování návrhu dimenzování tokového kanálu a průměru ústí horké trysky:
- Provedení konstrukce tokových kanálů horké trysky pro simulační výpočty se zaměřením na tři konstrukční oblasti – kanál trysky, tečení taveniny okolo příp. špičky (torpéda) a ústí horké trysky.
- Výpočet následujících materiálových hodnot, vztažených k plnicí fázi vstřikovacího procesu: smykové napětí, průměrná smyková rychlost, max. smyková rychlost po průřezu kanály, teplota taveniny, max. teplota taveniny po průřezu kanály, příp. tlakové ztráty ve vtokovém systému.
Posouzení vypočítaných hodnot
Je nutné si uvědomit, že každý typ plastového materiálu „snáší“ jiné limitní hodnoty smykových napětí, smykových rychlostí a teploty taveniny. Uvedené vlastnosti jsou ovlivnitelné nejen vlastním dimenzováním horkých vtoků, resp. horké trysky, ale také rychlostí vstřikování, teplotou taveniny v plastikační jednotce a dalšími parametry.
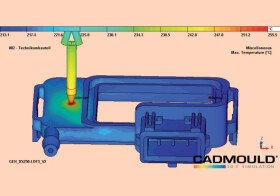
V každém případě však simulační software Cadmould® může poskytnout, při zpracování vtoků odpovídajícím způsobem, důležité informace o vhodném „vnitřním“ dimenzování horkých trysek. Za tímto účelem lze použít modul Cadmould®Fill, viz příklad na obrázku 1.
") |
|
| obr. 1: Příklad vývoje maximálních teplot taveniny v části horké trysky (a ve výstřiku) |
Přestup tepla z horké trysky do oceli formy – ovlivnění teploty tvarové dutiny
Uživatel softwaru Cadmould®, pokud má vedle základní modulární verze k dispozici také modul Cadmould®3D T-Box, může již před konečnou konstrukcí vstřikovací formy zjistit, jakým způsobem bude ovlivňovat přestup tepla z horké trysky do oceli formy vlastnosti vstřikovaného výrobku.
Zvýšená teplota v bližší nebo i vzdálenější oblasti od ústí horké trysky může mít vliv především na tyto vlastnosti plastového výrobku:
- vzhled výrobku
- vznik propadů u vtokového ústí
- deformaci konstrukce
- dobu vstřikovacího cyklu
Z uvedeného výčtu je patrné, že alespoň u některých plastových konstrukcí by simulační analýza přestupu tepla z horké trysky do oceli formy přinesla zpřesnění a doplnění celkových simulačních podkladů.
Vliv horké trysky na teplotu tvarové dutiny je patrný z obrázku 2.
 |
|
| obr. 2: Teplota bloku formy v 36 s doby vstřikovacího cyklu. Vliv přestupu tepla z horké trysky na teplotu ve zvoleném řezu |
Více info na http://cadmould.cz
-

Plasty Gabriel s.r.o.
Plastic injection, plastic injection analysis, software Cadmould for analysis and optimization of plastic injection, plastic injection simulation.

KOVOROB, s.r.o. – manufacturer of injection molds for thermoplastics and a reliable partner for plastic processing
14.3.2025 KOVOROB, s.r.o. is an established manufacturer of injection molds for thermoplastics and a specialist in plastic processing. For over 20 years, it has been designing and manufacturing molds for various industrial sectors. In addition to production,...