Arburg: Injection moulding processes for efficient production of lightweight parts

The lightweight construction processes developed by machine manufacturer Arburg include the Profoam physical foaming technique and Fibre Direct Compounding (FDC) as well as the functionalisation of thermoplastic composites. In addition to the process itself, good results can only be achieved if the right material is selected and a coordinated part design and well-founded process expertise are available.
Physical foaming
Thanks to microcellular structures, the physical foaming process provides for a significantly reduced component density. The associated weight reduction is dependent on the material and the nucleation behaviour. Compared to conventional compact injection moulded parts, the foamed components are lighter in weight, have fewer sink holes and exhibit a lower level of distortion and internal stresses. Due to a lower melt viscosity, it is often possible to implement a reduced mould locking force, dispense with holding pressure and achieve shorter cycle times. In some cases, the surface quality can be improved by dynamically temperature-controlled process regulation. In the area of physical foaming, Arburg offers the Profoam and Mucell processes.
Foaming with Profoam
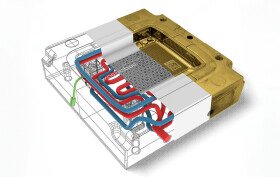
With Profoam, the single-phase mixture of polymer melt and process gas required for foaming can be generated on conventional injection moulding machines with little additional technical equipment. In this way, foam and compact injection moulding is possible on a single machine. This enables optimal utilisation and cost-effectiveness. With Profoam, a screw with a standard screw geometry is used, meaning that long fibre-reinforced materials can also be processed using this foaming technique. A patented granulate lock ensures a continuous feed of material and gaseous blowing agent.
 |
|
|
Conventional Allrounder injection machines with little additional technical equipment can be used for Profoam. Arburg offers a five-litre granulate lock for use on size 1300 to 4600 injection units. |
A typical area of application for the Profoam physical foaming process are ribbed structural components without visible surfaces. Sink holes and distortion can be significantly reduced compared to compact injection moulding. One example are 180-gram back-up battery covers produced on a hybrid Allrounder 630 H with a clamping force of 2,500 kN, equipped with a 5-litre granulate lock. The 30 percent glass fibre-reinforced parts are lightweight and featured low distortion.
The example of a structured cover made from PC (GF) for a car interior shows how a high-gloss surface can be produced through dynamic mould temperature control despite foaming technology. A hydraulic Allrounder 630 S produces the visible part specifically designed for foaming. The wall thickness has been reduced from 2.5 to 1.8 millimetres. At around 190 grams, the structured cover is around 30 percent lighter than a comparable compact part. This is accompanied by a significant reduction in the material used.
Fibre Direct Compounding
Fibre Direct Compounding (FDC) is a cost-effective alternative to processing fibre-filled compounds. The fibre length, fibre content and material combination can be adapted on an individual basis to influence the part properties in a targeted manner. The FDC unit on the injection unit consists of a side feeder with integrated cutting device, an adapted cylinder and a special screw geometry. The continuous fibres from inexpensive glass fibre rovings are cut into lengths before being added directly into the liquid melt. In practice, fibre lengths of 5.6 to 33.6 millimetres have proven effective.
An example for high-volume application are cable drive housings for electric power windows in car doors. Here, the FDC process can exploit its potential for cost and weight reduction of moulded parts. Two hydraulic injection moulding machines each produce four of these components from a standard granulate (PP) with 30 percent long glass fibre in a cycle time of around 32 seconds. In this case, the glass fibre rovings are cut to 11.2 millimetres. The parts feature a similar impact resistance, strength and rigidity to similar housings made from PBT and are up to 30 percent lighter.
 |
|
|
Fibre direct compounding (FDC) has been used for the high-volume production of cable drive housings (right, company Ros)s. The homogeneous distribution of the long glass fibres in the component (left) is visible following incineration. |
Combination of FDC with composite sheets
The benefits of the multi-material design are exploited through the combination of the FDC process with thermoplastic composite sheets. Through the overmoulding of thermoplastic composite sheets, composite parts with additional reinforcements or functions can be produced. There are many options for automating this process. Here, the well-equipped turnkey departments of machine manufacturers have a large selection of machines and robotic systems at their disposal.
A turnkey system from Arburg was designed around a six-axis robot. The thermoplastic composite sheets are heated directly in the gripper, then swivelled into position in front of an infra-red radiant heater until the defined forming temperature is reached, before finally being inserted into the mould. Installation-ready structural parts can be produced in high volumes in cycle times that are normal for injection moulding.
Summary
Lightweight construction is in demand in many industries. The main impetus clearly derives from the automotive industry due to cost and weight pressure (keyword; e-mobility). One of the core tasks of the machine manufacturers is to develop innovative processes and machine technology according to customer requirements and to provide support in high-volume production. The objective is to reduce part weight while maintaining the same or better mechanical characteristics of the component and as a result, improve part quality. Moreover, innovative lightweight construction processes often reduce production costs and conserve resources.
-

ARBURG spol. s.r.o.
Injection molding machines, injection molding machines, two-component injection moulding, accessories for plastics, production automation, additive...



KraussMaffei TechCenter Days are approaching once again – don’t miss this unique opportunity to visit the production and development facilities
5.3.2025 - 2.4.2025 Last year, KraussMaffei held its first-ever TechCenter Days at its new production facility in Parsdorf, Germany. Covering approximately 250,000 square meters, the site features modern manufacturing halls for injection molding machines, PUR and...



-Demag-280x250.jpg)
-TOP-280x250.jpg)
-top-jpg-280x250.jpg)