

Feasibility study and manufacture of injection molded thermoplastics, Part 1

Injection molding has long been the most widely used technologies for the production of plastic parts for all industries. Its meaning and application is constantly increasing, mainly related to the development of the automotive industry, electronics, telecommunications technology, the production of household appliances, sports equipment, white goods, etc.
Bohu�el, s uvedeným trendem nekoresponduje znalost pracovník� plastiká�ského pr�myslu, v�etn� mo�ností získání pot�ebných znalostí a dovedností studiem na všech typech vzd�lávacích škol - st�ední odborná u�ilišt�, st�ední odborné školy i vysoké školy.
Obecn� lze �íci, �e ka�dý výst�ik je svým zp�sobem originál a p�ed svojí ekonomickou výrobou s definovanou kvalitou by m�l projít etapou vývoje dílu - Product Development - s návaznou etapou studie proveditelnosti - Feasibility Study - FS. K realizaci uvedených etap je pot�eba mít pro takové práce znalé pracovníky, kte�í, bohu�el, výrazn� chybí.
Studie proveditelnosti by v zásad� m�la být co nejkomplexn�jší a koherentní – co nejblí�e k danému výst�iku. Tak jak se od sebe liší jednotlivé díly, tak se liší i struktura témat �ešených ve studiích proveditelnosti pro jednotlivé výst�iky. Uvedené konstatování ovliv�uje i d�raz, který je v projektu kladen na jednotlivé kapitoly studie, zp�sob a podrobnosti jejich zpracování.
Na obecné a široké úrovni je mo�no rozsah vývoje výst�iku a studie proveditelnosti vymezit do t�chto hlavních kapitol, které se v mnoha p�ípadech prolínají:
- po�adavky - jakostní, funk�ní, pracovní prost�edí, následné operace - kladené na výst�ik
- návrh materiálu výst�iku
- design a konstrukce výst�iku - tvar, rozm�ry, rozm�rová a tvarová p�esnost, jakost povrchu
- konstruk�ní analýza mo�ností vzniku vad a jejích následk� – DFMEA - Design Failure Mode Effects Analysis
- analýza zaformovatelnosti a úprava výst�ik� podle zásad technologi�nosti konstrukce výst�ik� z termoplast� p�i zachování jeho jakostních a funk�ních vlastností
- výb�r varianty technologie vst�ikování - technologický proces
- vizualizace, ov��ení tvar�, rozm�r�, montá�ních závislostí, atd. pomocí výroby dílu n�kterou z technologií „Rychlé výroby“ - RP - Rapid Prototyping
- návrh zaformování výst�ik�, násobnost formy, vtokový rozvod, temperace,
- vst�ikovací stroj, periferní za�ízení, automatiza�ní za�ízení
- matematické simulace
- pevnostní, tepelné a další výpo�ty
- konstrukce prototypové formy
- výroba prototypové formy
- ov��ení výst�iku výrobou na prototypové form�, v�etn� vyhodnocení po�adavk� na výst�ik kladených
- modifikace výst�iku podle výsledk� simulací, výpo�t� a výsledk� z prototypové výroby
- po�adavky na konstruk�ní a výrobní provedení formy, v�etn� p�ípravk� - m��ící, chladící, rovnací, atd.
- konstrukce formy a p�ípravk�
- výroba formy a p�ípravk�
- návrh technologických parametr� vst�ikování, s vyu�itím technologických parametr� pou�itých p�i simulacích
- o�ivení formy - po�et optimaliza�ních krok� - smy�ek
- hodnocení jakosti a zkoušení výst�ik�
- vypracování podklad� pro schvalování prvních výst�ik� – PPAP – Production Part Approval Proces
- vypracování podklad� pro sériovou výrobu
- sériová výroba
- hodnocení jakosti v rámci sériové výroby
- údr�ba formy
- opravy formy
- údr�ba strojního vybavení vst�ikovny
2. PO�ADAVKY KLADENÉ NA VÝST�IK
Po�adavky, které by konkrétní výst�ik m�l spl�ovat, vycházejí z jeho kone�ného funk�ního pou�ití.
Je samoz�ejmé, �e na výst�iky typu spot�ební zbo�í nebo typu pevnostní díly, slou�ící jako náhrada kovových konstruk�ních díl�, budou kladeny rozdílné po�adavky.
Zadavatel výroby výst�iku, ve spolupráci s designérem a konstruktérem výst�iku, musí vzít v úvahu celou �adu faktor�, které nutn� ovliv�ují jak spln�ní kladených po�adavk�, tak i výb�r vhodného materiálu pro výrobu výst�iku.
2.1 Faktory ovliv�ující výb�r materiálu - po�adavky na materiál
- finan�ní - materiálová cena
- procesní náklady
- systémové náklady
- rozm�rové - geometrie výst�iku
- hmotnost výst�iku
- rozm�rová stabilita
- tvarová stabilita - deformace
- díl pro vn�jší nebo vnit�ní pou�ití
- materiál amorfní nebo �áste�n� krystalický
- materiál kompozitní - druh plniva - nevyztu�ující, vyztu�ující
- smršt�ní
- dodate�né smršt�ní
- mechanické - tuhost
- tvrdost
- rázová odolnost
- hou�evnatost
- únavové vlastnosti
- odolnost proti abrazi
- �ivotnost
- environmentální - �ivotnost
- tepelná odolnost - doba expozice
- odolnost UV zá�ení
- chemická odolnost - které chemikálie
- odolnost vod� - hydrolýza
- regulátory - potraviny
- voda
- hra�ky
- medicína
- po�ární odolnost
- zakázané p�ísady
- elektrické - tlouš�ka st�ny výst�iku
- stín�ní
- p�edpisy pro pou�ití
- akustické - jaká frekvence
- pohlcování zvuku
- procesní - zpracovatelská technologie - vst�ikování
- vytla�ování
- vyfukování
- tvarování
- atd.
- následné operace - sva�ování - ultrazvukové
- vibra�ní
- laserové
- horkým vzduchem
- konduktivní
- lakování
- lepení
- popisování laserem
- potiskování
- metalizace
- galvanické pokovování
- atd.
2.2 Stárnutí díl� z plast� - vlivy
Stárnutí je nevratný chemický a fyzikální proces, který vyvolává degradaci polymerních materiál� - zm�ny chemické struktury se ztrátou mechanických vlastností, barvy, lesku, k�ehnutí, chemické odolnosti.
Ní�e uvedené degrada�ní faktory se vzájemn� ovliv�ují - faktory stárnutí:
- tepelné - tepelná expozice - hodnota teploty a doba jejího p�sobení
- termooxida�ní - tepelná degradace vlivem kyslíku - kyslík zna�n� urychluje degradaci
- fotochemické - absorpce sv�tla ovliv�uje energetický stav molekul - sní�ení energetického stavu vede k rozd�lení - degradaci
- radia�ní - paprsky X, gama zá�ení - vyvolají zm�nu chemické struktury
- mechanické - namáhání p�i granulaci, smykové namáhání p�i toku polymerních tavenin, ultrazvukové namáhání - namáhání vedou k materiálové degradaci
- mechanické namáhání - nehomogenní rozd�lení namáhání v tahu/tlaku/krutu/ohybu zp�sobují p�erušení molekulární struktury
- chemikálie - voda, kyseliny, zásady, organická média - vyvolají zm�nu povrchu díl� vlivem chemických reakcí
- aditiva proti stárnutí - ochrana proti UV zá�ení, gama zá�ení, antioxidanty, teplotní stabilizátory – mají za cíl zpomalit stárnutí
- zkoušky stárnutí - zrychlené UV stárnutí (xenonový test), hydrolytické testování, chemické testování - testování vliv� na zkušebních t�lesech v laboratorních podmínkách
- testování �ivotnosti - zkoušky �ivotnosti podle po�adavk� na díl kladených - zrychlené testování na �ástech díl� nebo celých dílech nezbytných pro posouzení vlivu
2.3 Faktory ovliv�ující dobu �ivotnosti plastových díl�
- výb�r materiál - materiálové vlastnosti - chemická odolnost v��i vod�, �istícím prost�edk�m, olej�m, tepelná odolnost
- následné operace - lepení, lakování, sva�ování
- design, konstrukce - tvary díl�, polom�ry, tlouš�ky st�n, geometrie ústí vtoku - mo�nost zp�tného ovlivn�ní pomocí simula�ních program�
- výrobní proces - optimalizace procesních parametr� - sušení, plnící fáze - ovlivn�ní vlastností povrchu výst�ik�, dotlaková fáze - ovlivn�ní rozm�r� a deformací, doba výdr�e na teplot�
- odhad �ivotnosti díl� - testování díl� - zrychlené stárnutí UV zá�ením, oxidace za zvýšené teploty a vlhkosti, tahová zkouška - hodnocení mechanických vlastností, hodnocení optických vlastností
- obecný záv�r - po�adavek na nízké tahové nap�tí v dílu - design, nízká degradace materiálu - výrobní proces, správná volba materiálu - hlavní parametry ovliv�ující �ivotnost plastových výrobk�
2.4 Teplotní závislost vlastností výst�ik� z plast�
Obecn� lze �íci, �e s teplotou se m�ní všechny mechanické vlastnosti jak kov�, tak i plast�. U plast� však dochází k výrazným zm�nám jejich mechanických vlastností ji� p�i teplotách, p�i kterých jsou tyto zm�ny u kovových materiál� prakticky nem��itelné. To souvisí krom� jiného i s tím, �e teplotní oblast pou�ití plast� le�í zpravidla o n�kolik desítek stup�� pod jejich teplotou skelného p�echodu, respektive teplotou tání krystalického podílu u �áste�n� krystalických polymer�, zatímco u kovových materiál� je to o n�kolik stovek stup��.
Termoplasty jsou i velmi náchylné k te�ení p�i zvýšených teplotách. To vyvolává výraznou závislost konstruk�ních parametr�, jako nap�. pevnost v tahu a modulu pru�nosti v tahu i ohybu na teplot�, tak�e znalost teplotních závislostí je podmínkou konstruk�ního vyu�ití plast�
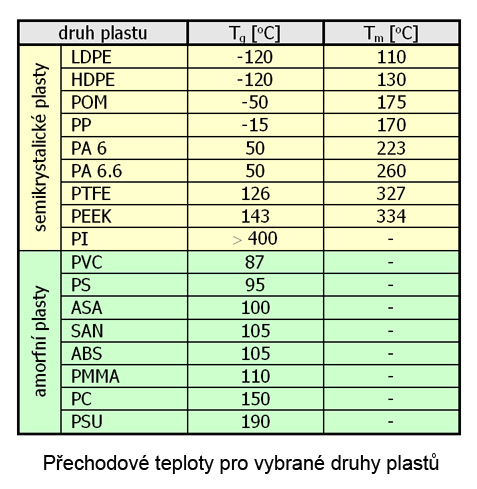
V ur�ité oblasti teplot probíhají zm�ny rychleji anebo se m�ní skokov�. V t�chto oblastech existují p�echodové teploty:Tg - teplota zeskeln�ní nebo teplota skelného p�echodu, Tf - teplota viskózního toku (pro amorfní plasty), Tm - teplota tání (pro �áste�n� krystalické plasty).
U amorfních plast� se hodnota meze pevnosti v tahu a modulu pru�nosti v p�echodové oblasti v okolí teploty zeskeln�ní Tg m�ní skokov�, modul pru�nosti asi o t�i �ády, koeficient teplotní rozta�nosti o 100 %.
Konkrétní hodnota je závislá na velikosti mezimolekulárních sil (�ím budou tyto síly v�tší, tím bude vyšší i teplota zeskeln�ní) a ohebnosti �et�zc� (�ím bude ohebnost v�tší a mezimolekulární síly menší, tím bude ni�ší teplota zeskeln�ní). Teplotu zeskeln�ní je mo�no ovlivnit nap�. p�ídavkem zm�k�ovadel, které sní�í mezimolekulární soudru�nost a tím i Tg. Je tedy patrné, �e nejni�ší hodnotu teploty zeskeln�ní vykazují kau�uky, nebo� mají malé mezimolekulární síly a zna�n� ohebné �et�zce ( - 100 –120 oC) a �áste�n� krystalické plasty (nap�. PE –120 oC, PP –10 oC). Amorfní termoplasty mají hodnotu teploty zeskeln�ní výrazn� nad teplotou okolí (nap�. PS 85o a� 100 oC).
P�i teplot� viskózního toku Tf nar�stá intenzita zm�n vlastností polymeru. P�i této teplot� ztrácí hmota své kau�ukovité vlastnosti a m�ní se ve vysoce viskózní kapalinu. Nad touto teplotou le�í oblast zpracovatelnosti materiálu. Zvýšením teploty klesají mezimolekulární síly a tím se sni�uje i viskozita taveniny. P�i dalším zvyšování teploty za�ne probíhat tepelná degradace polymeru (teplota Tz).
U �áste�n� krystalických plast� dochází k nejrychlejším zm�nám vlastností v oblasti teplot, kterou charakterizuje teplota tání Tm. P�i teplot� tání dochází k rozpadu a tání krystalického podílu, co� je provázeno zm�nou fáze hmoty, která p�echází ze stavu tuhého do stavu kapalného. Je z�ejmé, �e tání se d�je v ur�itém teplotním intervalu a teplota Tm p�edstavuje pouze st�ední hodnotu této oblasti, podobn� jako teplota Tg. Konkrétní hodnota závisí na velikosti mezimolekulárních sil a na velikosti makromolekul. Zv�tšení obou veli�in má za následek zvýšení teploty tání
Proto�e i �áste�n� krystalické polymery obsahují ur�ité mno�ství amorfních podíl�, lze u nich stanovit teplotu zeskeln�ní, která charakterizuje výrazné zm�ny vlastností polymeru. Tyto zm�ny se ovšem dotýkají pouze amorfní slo�ky hmoty, tak�e �ím bude polymer vykazovat vyšší stupe� krystalinity (vyšší uspo�ádanost), tím jsou zm�ny p�i Tg mén� patrné.
 |
3. NÁVRH MATERIÁLU VÝST�IKU
Po definici a shrnutí po�adavk�, které musí výst�ik spl�ovat, p�ichází na �adu výb�r materiálu výst�iku.
Základní je rozhodnutí zda pro konkrétní díl pou�ijeme termoplast amorfní, �áste�n� krystalický, termoplastický elastomer nebo materiál kompozitní s �ásticovým nebo vyztu�ujícím plnivem a termoplastickou matricí.
Amorfní materiály ( bez plniv ) - hlavní p�edstavitelé PS, HI - PS, ABS, SAN, PMMA, PC, PC/ABS,
PET, PA amorfní
- malé smršt�mí - obvykle pod 1 %
- teplota vyjímání z formy - pod Tg
- teplota pou�ití - pod Tg, nad Tg tvarová deformace
�áste�n� krystalické materiály ( bez plniv ) - hlavní p�edstavitelé PE, PP, PA, POM, PBT
- mají lepší mechanické vlastnosti i chemickou odolnost ne� amorfní termoplasty, mají i vyšší teplotu pou�ití
- teplota zpracování - nad Tm
- teplota vyhazování z formy - pod Tm, nad Tg
- teplota pou�ití - pod Tm, nad Tg
Kompozity s termoplastickou matricí:
- �ásticová plniva - tuhost malé zvýšení
- ta�nost sní�ení
- hou�evnatost sní�ení
- samozhášivost zvýšení
- rozm�rová stabilita velké zvýšení
- vyztu�ující - vláknitá plniva – tuhost velké zvýšení
- ta�nost sní�ení
- hou�evnatost sní�ení
- samozhášivost zvýšení
- rozm�rová stabilita anizotropie
Anizotropie – rozdílné vlastnosti ve sm�ru toku polymerní taveniny a nap�í� sm�ru toku.
Speciální typy termoplast� - obvykle s plnivy na bázi rozm�ru nano - tepeln�, elektricky vodivé plasty, magnetické plasty.
Plasty na bázi obnovitelných zdroj� – bioplasty - biologicky odbouratelné, �áste�né biokompozity ( p�írodní vyztu�ující plniva ), bio - odvozené plasty (sm�si kombinující in�enýrské plasty s bioplasty ).
Termoplastické elastomery - TPE:
- TPE – O polyolefinové typy, fyzikální sm�si s pln� vulkanizovanými elastomery ( EPDM/PP,
NBR/PP ), rozsah tvrdosti od 40 ShA do 50 ShD
- TPE – S styrenové typy, fyzikální sm�si se styren - olefin - blokovým kopolymerem ( SEBS, SBS,
SEBS/SBS ), rozsah tvrdosti od 42 do 94 ShA
- TPE – U polyetheruretanové typy, rozsah tvrdosti od v75 ShA do 94 ShA, 45 ShD a� 74 ShD
- TPE – E kopolyesterové typy, rozsah tvrdosti 40 ShA do 74 ShD
- TPE – A polyetherblokaramidové typy, rozsah tvrdosti od 72 SHA do 42 ShD
- EVA ethylenvinylacetát, rozsah tvrdosti od 72 ShA a� 42 ShD
Po tomto rozhodnutí m��eme vyu�ít n�kterou z databází, které nabízejí materiálové listy termoplast� a z nich provést výb�r vhodného materiálu. Mezi �asto pou�ívané databáze, nap�íklad pat�í:
- www.ides.com (mo�no i p�es portál PlasticPortal.eu)
- www, campusplastics.com
Databáze IDES obsahuje na 85 000 materiálových list� termoplast� se 400 vyhledávacími funkcemi podle vlastností. Vyhledávání se provádí podle specifikace, která vychází z po�adavk� uvedených v kapitole �íslo 2 nebo se vyu�ívá k vyhledávání alternativních materiál�.
Nejsnazší vyhledávání je podle obchodního názvu granulátu. Názvy vst�ikovacích materiál� lze nap�íklad najít na www.lpm.cz nebo na www.professionalplastics.com.
4. DESIGN A KONSTRUKCE VÝST�IKU
4.1 Technologi�nost konstrukce výst�ik� z termoplast�
V celém, v kapitole 1 popsaném, �et�zci úkon� p�i vývoji a výrob� výst�iku z termoplastu se jedná, spolu s analýzou zaformovatelnosti a s výsledky matematických simulací, o jednu z nejd�le�it�jších ne - li nejd�le�it�jší etapu.
Obecn� platí zásada, �e co se nepoda�í podchytit a odstranit v p�edvýrobní etap�, je následn� velmi t�ko a nákladn� opravitelné. P�ibli�n� 70 % výrobních náklad� a tedy i ceny výrobku je p�edur�eno ve fázi jeho vývoje a konstrukce.
Z toho vyplývá, �e p�i chybné konstrukci výst�iku a formy je obvykle v�tší mo�nost vzniku problém� a škod, které i p�i dobré odborné znalosti pracovník� vst�ikovny a d�sledné optimalizaci procesu vst�ikování ji� nelze odstranit nebo alespo� minimalizovat. K tomu je t�eba vzít v úvahu, �e ne všechna vst�ikovací pracovišt� mají odborné pracovníky na rozumné odborné úrovni.
Návrh díl� musí spl�ovat zásady technologi�nosti konstrukce výst�ik� z termoplast�:
- funk�nost tvaru - musí zajistit spln�ní všech hlavních funkcí výst�iku - u�itné, estetické, ergonomické, bezpe�nostní - viz kapitola 2
- optimalizovanou volbu materiálu výst�ik� - viz kapitola 2 a 3
- pevnostní výpo�ty - vycházejí z viskoelastického chování polymer�, výpo�ty jsou teplotn� i �asov� závislé, jednoduché výpo�ty vyu�ívají teorie lineární pru�nosti a lineární viskoelasticity, u p�esn�jších výpo�t� je nutno uva�ovat i se závislostí modulu pru�nosti na velikosti p�sobícího nap�tí - nelineární viskoelastické chování polymer�
- tvarovou a rozm�rovou p�esnost - viz kapitola 4.2
- technologi�nost tvaru s vyu�itím specifických vlastností materiál� amorfních a �áste�n� krystalických - pr�b�h hlavní i vedlejších d�lících rovin, tlouš�ky st�n a p�echod mezi nimi, zaoblení, hrany, rohy, �ebra, nálitky, prolamování st�n, okraje výst�ik�, deformace v�tších rovinných ploch, dosedací plochy, otvory, spoje pru�ným zasko�ením, závity, písmo - nápisy, loga, zna�ky, desény, úkosy, zakládání zást�ik�, atd.
- po�íta�ové simulace - analýzy pln�ní, smršt�ní, deformací a anizotropií, chlazení, distribuce vláknitých plniv a jejich rozlo�ení, atd.
- výtvarn� - estetické �ešení tvaru v souladu s funkcí výrobku, s prost�edím v n�m� bude provozován, s materiálem a s technologií jeho výroby
- spolupráce zadavatele, designéra, konstruktéra výst�iku, konstruktéra formy, technologa vst�ikování a hodnocení jakosti dílu
- ekonomi�nost tvaru
Jedním z nejd�le�it�jších úkol� konstruktéra formy je, na základ� konstrukce výst�iku, ur�ení d�lících rovin a z nich vyplývající umíst�ní díl� ve form�, výb�r a umíst�ní vyhazova��, volba vtokového systému a umíst�ní ústí vtoku na výst�iku, vedení a rozmíst�ní tempera�ních okruh� formy, atd.
Tlouš�ka st�n výst�ik� musí spl�ovat po�adavek na pevnost a tuhost výst�iku. Oba parametry jsou závislé i na materiálu výst�iku. Tlouš�ka st�n navíc musí zajistit vyrobitelnost všech tvar� dílu z pohledu toku polymerní taveniny, tj. obvyklá minimální tlouš�ky by nem�la být menší ne� cca 0, 8 mm, p�i�em� tok, respektive pojem velká x malá tlouš�ka je charakterizován ne absolutní hodnotou tlouš�ky, ale pom�rem délky toku taveniny/tlouš�ce st�ny.
Tlouš�ka st�ny má být, p�i spln�ní po�adavk� na tuhost a pevnost, co nejmenší, aby se minimalizovala doba výrobního cyklu (rozm�r tlouš�ky je ve výpo�tu doby chlazení v druhé mocnin�), omezila mo�nost vzniku propadlin, sta�enin a lunkr�, sní�ila hmotnost výst�iku. Také by
m�la být co nejrovnom�rn�jší, co� sni�uje nebezpe�í lokálních zm�n smršt�ní a deformací, v�etn� sní�ení obsahu vnit�ního pnutí ve výst�iku.
Se správnou konstrukcí výst�ik� z termoplast� výrazn� souvisí jejich �ebrování. �ebra na výst�icích mají za úkol zejména zvyšovat jejich pevnost, tuhost a odolnost proti deformacím p�i sou�asném sní�ení hmotnosti výst�ik�. Konstruktér dílu musí znát zásady konstruování �eber - tlouš�ka �eber by nem�la být v�tší ne� 50 a� 70 % tlouš�ky st�ny, nem�lo by docházet ke kombinaci �eber s malou a velkou tlouš�kou, výška �ebra by nem�la být v�tší ne� t�í násobek tlouš�ky st�ny, pro zvýšení pevnosti je výhodn�jší konstruovat v�tší po�et �eber ne� zv�tšovat jejich ší�ku, vzdálenost mezi �ebry by m�la být cca dvojnásobkem nominální tlouš�ky st�ny, polom�r napojení �ebra a st�ny by nem�l být v�tší ne� 50 % tlouš�ky st�ny, �ebra by nem�la tvo�it výraznou brzdu v toku taveniny tvarovou dutinou, m�la by umo��ovat tok taveniny (výhodné jsou nap�íklad �ebra tvaru šestiúhelník�), v k�í�ení �eber nesmí docházet k hromad�ní materiálu.
Jednoduché rovnob�né �ebrování zvyšuje tuhost v ohybu v jednom sm�ru, diagonální zvyšuje tuhost v ohybu a krutu. K�í�ové �ebrování zna�n� zvyšuje tuhost v ohybu a krutu.
Pro snadn�jší pln�ní tvarových dutin taveninou je výhodn�jší všechny zm�ny vytvá�et se zaoblením. Zaoblení sni�uje hydraulické odpory p�i toku taveniny a sni�uje i nap�tí v míst� ohybu. Rádiusy zaoblení musí zajistit konstantní tlouš�ku st�ny. Zaoblení zvyšují odolnost proti ráz�m a pevnost, sni�ují vnit�ní pnutí a náchylnost k praskání - odstran�ní koncentrátor� nap�tí. Minimální rádius zaoblení st�ny má být cca jedna �tvrtina tlouš�ky st�ny.
Zaoblení má být provedeno jak na vn�jší, tak i na vnit�ní stran� st�ny a polom�r zaoblení by m�l bát ¼ a� ¾ tlouš�ky st�ny v daném míst�. V�tší rádiusy ji� nep�inášejí zv�tšení efektu zaoblení.
Ostré hrany jsou v d�lících rovinách, ale zde je pot�eba vzít v úvahu i bezpe�nostní hledisko - nebezpe�í �íznutí. Vnit�ní hrany se zaoblují v�dy, s rádiusem minimáln� 0, 2 mm, lépe ¼ tlouš�ky st�ny.
Pro dobré, bezproblémové vyhození výst�iku z formy musí být p�íslušné tvary výst�iku opat�eny úkosy - úkosy pro vyhození se s�ítají s úkosy pro odformování desén� bez jejich poškrábání. Pro vnit�ní st�ny se doporu�ují vyhazovací úkosy v rozmezí cca 1° a� 2°, pro vn�jší st�ny cca 0, 5° a� 1°. K t�mto úkos�m se p�i�ítá cca 1 ° úkosu na hloubku desénu max. 0, 02 mm.
4.2 Rozm�rová a tvarová p�esnost výst�ik� z termoplast�
Rozm�rová a tvarová p�esnost bývá jedním z nej�ast�jších kvalitativních ukazatel� výst�ik� z plast�. P�i ur�ování p�esnosti, respektive tolerancí rozm�r� a úchylek tvar� a polohy, v�etn� drsnosti - jakost povrchu, je nutno krom� ji� uvedených zásad vzít, z pohledu vyrobitelnosti, v potaz další skute�nosti, zejména vztah ceny výst�iku k náklad�m na formu a jeho výrobu ( �ím jsou po�adavky na p�esnost díl� v�tší, tím se zvyšují i náklady na formu a výrobu výst�iku ), teplotní rozta�nost termoplast�, jejich navlhavost, atd.
Správná funkce sou�ásti je závislá nejen na dodr�ení po�adované p�esnosti rozm�r�, ale také p�edepsaného geometrického tvaru ploch a jejich vzájemné polohy. P�i vyhodnocování tolerancí polohy je v�dy jeden prvek (plocha, hrana, osa) zvolen jako základna, od ní jsou úchylky m��eny. Hodnoty toleran�ních polí v p�ípad� úchylek tvaru a polohy by se m�ly pohybovat v �ádu desetin milimetr�.
Drsnost je souhrn nerovností povrchu s relativn� malou vzdáleností, které nevyhnuteln� vznikají p�i výrob� nebo jejím vlivem. Do drsnosti se nepo�ítají vady povrchu, tj. náhodné nepravidelné nerovnosti, které se vyskytují jen ojedin�le (rysky, trhlinky, d�lky apod.) a které vznikají vadami materiálu, poškozením aj.
Technické postupy pro tolerování, lícování a stanovení drsnosti platí obecn� i v oboru vst�ikování termoplast�.
Pro znalostní tolerování rozm�r� výst�ik� z termoplast�, tj. tolerování vycházející ze znalosti vlastností vst�ikovaných materiál�, v�etn� technologického procesu, základ� konstruování vst�ikovacích forem a ne jen z intuice konstruktéra, která obvykle vychází z poznatk� z konstrukce kovových díl�, by tento m�l znát alespo� jednu z norem dále uvedených. Tolerance uvedené v normách se týkají technologického procesu vst�ikování, lisování a p�etla�ování - výrobní tolerance - nejsou zde tedy zahrnuty mo�né zm�ny vzniklé v d�sledku p�sobení pracovního prost�edí na konkrétní výrobek.
�eská norma �SN 01 4265 - 1982 Toleran�ní pole sou�ástí z plast� se zabývá pouze toleran�ními poli tolerovaných rozm�r�. Pro netolerované rozm�ry platí p�vodní norma �SN 64 0006 - 1974 Tolerance a mezní úchylky rozm�r� pro tvá�ené výrobky z plast� vydaná v roce 1974.�SN 01 4265 vychází z p�vodní �SN 64 0006.
Normy jsou komer�n� k dostání u jejich vydavatele - Ú�ad pro technickou normalizaci, metrologii a státní zkušebnictví, d�íve �eský normaliza�ní institut, v p�íslušných prodejnách, knihovnách nebo elektronicky, nap�íklad CSN ONLINE.
V n�kterých firmách se pracuje podle standard� DIN, proto uvádím odkaz i na normy DIN. V �íjnu 2009 byla p�vodní norma DIN 16 901 - 1982 zrušena a po dlouhých diskusích a p�ipomínkovém �ízení vydal n�mecký institut DIN - Deutschen Institut für Normung v roce 2013 novou normu - DIN 16 742 - 2013.
Nová norma je koncipována i jako systém hodnocení posuzující dosa�itelnost tolerancí u p�íslušného výrobce výst�ik�. DIN 16 742 - 2013 nov� definuje skupiny tolerancí pro díly z plast� - TG 1 a� TG 9 ( TG - toleranzgrupen ). Nové skupiny tolerancí jsou napojeny na základní ISO toleran�ní pole podle normy ISO 286 - 1. Uvedená korelace na ISO toleran�ní pole - je mo�no pracovat v obou soustavách - v norm� DIN 16 901 - 1982 nebyla a není ani v �SN 01 4265 - 1982
Rozd�lení toleran�ního pole by v�dy m�lo být +/ - 1/2T, tj. soum�rné okolo jmenovité hodnoty rozm�ru. DIN 16 742 - 2013 toto p�edepisuje.
V normách jsou uvedeny i podmínky pro kontrolu a p�ejímání, které stanovují, �e výst�ik p�ed m��ením má být kondiciován v prost�edí o teplot� 23 +/ - 2 °C, p�i relativní vlhkosti vzduchu 50 +/ - 5 %, po dobu - �SN 24 hodin a DIN minimáln� 16 hodin (maximáln� 72 hodin) - od vyjmutí z tvarové dutiny vst�ikovací formy.
Pro dopln�ní ješt� uvádím normu �SN 01 4395 Výb�r toleran�ních polí a ulo�ení pro metrické závity sou�ástí z plast�.
Podle p�íslušných norem jsou tolerance výrobku za�azeny do stup�� p�esnosti v návaznosti na skupiny plast�, které jsou sestaveny se z�etelem na mo�nost dosáhnout ur�ité p�esnosti rozm�r�. Do úvahy je nutno za�adit i další faktory jako rozm�ry tolerované a netolerované, rozm�ry vázané a nevázané formou - viz p�íslušné normy.
Jak ji� bylo uvedeno, výchozí rozm�r pro výpo�et rozm�r� tvá�ecích �ástí forem je dán rozm�rem výst�iku:
- rozm�r charakteru díra – výchozí rozm�r je rozm�r minimální
- rozm�r charakteru h�ídel – výchozí rozm�r je rozm�r maximální
- rozm�r charakteru rozte� – výchozí rozm�r je rozm�r st�ední
- pozor - charakter rozm�ru ur�uje i místo m��ení p�íslušného rozm�ru s úkosem pro vyjímání výst�iku z tvarové dutiny formy a s dalším sou�tovým úkosem pro vyjímání z formy v p�ípad� desénovaného povrchu výst�iku - u rozm�ru typu díra se v�dy m��í minimální rozm�r a u typu h�ídel rozm�r maximální.
Velkou roli v rozm�rové p�esnosti výst�ik� z termoplast� hraje anizotropie rozm�rových zm�n. Anizotropie neboli sm�rová rozdílnost rozm�rových zm�n je zp�sobena p�edevším orientací makromolekul a plniva, zejména vláknitého, v�etn� krystalických útvar� u �áste�n� krystalických termoplast�. U nepln�ných termoplast� existuje vlivem orientace makromolekul rozdíl mezi smršt�ním podélným (ve sm�ru toku taveniny) a smršt�ním p�í�ným (ve sm�ru kolmém k toku taveniny). Vzhledem k �ad� p�sobících vliv� a vlastnostem jednotlivých termoplast� nelze obecn� �íci, které smršt�ní bude v�tší a které menší. Rozdíly ve sm�rovém smršt�ní bývají menší u amorfních termoplast� (5 a� 10 %), v�tší u �áste�n� krystalických termoplast� (10 a� 25 %).
Obecn� dosa�itelnou p�esnost p�i výrob� výst�ik� z termoplast� je mo�no definovat takto:
IT 10 a� IT12 – amorfní termoplasty – PS, SAN, PVC, PC, ...
IT 11 a� IT 13 – �áste�n� krystalické termoplasty – HD - PE, PP, PA, POM, PBT, PET, ...
IT 14 a� IT 16 – „m�kké“ termoplasty – LD - PE, EVA , TPE, ...
P�i konstrukci výst�ik� by m�lo platit pravidlo: „Tolerance rozm�r� se nestanovuje tak p�esn�, jak to dovoluje výrobní tolerance, ale pouze tak, jak je pot�eba s ohledem na funkci výst�iku“. V p�ípad� nutnosti (p�i zvýšených výrobních nákladech) lze docílit IT9 a s vysokými náklady IT8. Tolerance ISO �ady IT5, IT6 a IT7 jsou v b�né praxi nedosa�itelné.
P�esto se b�n� setkáváme s tolerancemi rozm�r� v setinách milimetr�, nap�. ±0, 05 mm. Zde je nutno si uv�domit, �e takovou toleranci mnohdy neguje koeficient lineární teplotní rozta�nosti vst�ikovaných materiál�. Rozdíl mezi koeficientem lineární teplotní rozta�nosti ocelí a plast� je cca jeden �ád.
Nasákavost jako vratný proces je jedním z dalších parametr� ovliv�ujících rozm�rovou p�esnost výst�ik� vyrobených z navlhavých termoplast�.
Obecn� platí, �e p�íliš úzké tolerance p�inášejí zvýšení výrobních náklad�, p�es zvýšení zmetkovitosti, delší výrobní dobu, vyšší náklady na zkušebnictví. Naopak p�íliš široká toleran�ní pole mohou vést ke komplikacím p�i zam�nitelnost a montá�i, mohou zap�í�init funk�ní selhání konstruk�ních celk� nebo mohou mít za následek omezení aplikovatelnosti.
Proto platí hlavní zásada lícování a stanovení tolerancí:
TAK P�ESN� JAK JE TO NUTNÉ, ALE ZÁROVE� TAK NEP�ESN� JAK JE TO MO�NÉ
4.3 DFMEA a analýza zaformovatelnosti
Záv�re�ná práce na konstrukci výst�iku p�edstavuje stanovení mo�ných vad a definici rizik, v�etn� p�ípadných následk� – DFMEA - Design Failure Mode Effects Analysis.
V konstruk�ní analýze mo�ností vzniku vad a jejích následk� konstruktér výst�iku definuje mo�né problémy, nap�íklad se bude jednat o n�které kritické rozm�ry nebo tvary, jakost povrchu, mo�nost deformací, atp.
DFMEA spolu s definicí jakosti - výkres výst�iku ve 2D nebo 3D a 3D model výst�iku, v�etn� definice jeho materiálu jsou základním podkladem pro analýzu zaformovatelnosti daného výst�iku.
Tuto analýzu provádí konstruktér formy.
Platí, �e i kdy� je díl zkonstruován podle zásad technologi�nosti konstrukce výst�ik� z termoplast� - viz kapitola �íslo 4.1 - obvykle tomu však tak není nebo není v plném rozsahu - m��e zp�sob zaformování vyvolat zm�ny na výst�iku. Ve vzájemné interakci obou konstruktér� - výst�iku i formy - se vypracuje 3D model výst�iku, který odpovídá po�adavk�m zadání - jakost dílu (funk�ní vlastnosti), technologi�nosti konstrukce i mo�nosti co nejekonomi�t�jšího zaformování.
- autor:
- Lubom�r ZEMAN, PLAST FORM SERVICE, s.r.o.
You might also be interested
-

Ing. Lubom�r Zeman: Melt flow index and its use in thermoplastic injection moulding technology - theory and practice part 4
- 20.12.2024
- Plastics Processing
- Hot runners
- Injection molding
Ing. Lubom�r Zeman, a recognized expert in the field of plastic injection moulding and author of many technical publications, presents the issue of melt flow index and its use in thermoplastic injection moulding technology. This issue is divided into five articles, so do not miss the fifth and also...
-

Ing. Lubom�r Zeman: Melt flow index and its use in thermoplastic injection moulding technology - theory and practice part 3
- 13.12.2024
- Plastics Processing
- Hot runners
- Injection molding
Ing. Lubom�r Zeman, a recognized expert in the field of plastic injection moulding and author of many technical publications, presents the issue of melt flow index and its use in thermoplastic injection moulding technology. This issue is divided into five articles, so do not miss the fourth part,...
-

Stepanek3D: Additional processing of 3D printing products
With the help of surface treatments, dyeing, chemical smoothing, galvanic plating or mechanical processing, it is possible to remove imperfections, improve the accuracy and durability of parts. These methods make it possible to create professional and durable products that meet even the most...
-

Ing. Lubom�r Zeman: Melt flow index and its use in thermoplastic injection moulding technology - theory and practice part 2
- 06.12.2024
- Plastics Processing
- Hot runners
- Injection molding
Ing. Lubom�r Zeman, a recognized expert in the field of plastic injection moulding and author of many technical publications, presents the issue of melt flow index and its use in thermoplastic injection moulding technology. This issue is divided into five articles, so do not miss the third part,...
-

New generation of High Productivity Plus products from BASF
- 04.12.2024
- Plastics Processing
- Commodity plastics
- PA Polyamide
- Technical plastics
- High Performance Polymers
The new generation of products under the acronym HPP, "High Productivity Plus", is revolutionizing the technical plastics industry. BASF's new Ultramid� HPP (PA6GF30, PA6GF35) and Ultradur� HPP (PBT) products are designed to dramatically improve the efficiency and performance of your production...
-

Ing. Lubom�r Zeman: Melt flow index and its use in thermoplastic injection moulding technology - theory and practice part 1
- 29.11.2024
- Plastics Processing
- Hot runners
- Injection molding
Ing. Lubom�r Zeman, a recognized expert in the field of plastic injection moulding and author of many technical publications, presents the issue of melt flow index and its use in thermoplastic injection moulding technology. This issue is divided into five articles, so do not miss the second part,...
-

FSM Conference 2024: Towards excellence in plastics processing
- 28.11.2024
- Plastics Processing
- Events
- Photo reportage
On November 6-7, 2024, the anniversary conference FSM: Molds, machines, materials was held in Kouty Vyso�ina, organized by the plastics association Uniplast Brno on the occasion of its 60th anniversary. This year's theme of the FSM conference was the idea of "Towards Perfection in Plastic...

{kind=link}
-

Saves energy, boosts performance and efficiency: BASF's extremely durable PPA for next-generation IGBT semiconductors
- 26.11.2024
- Plastics Processing
- Automotive
- Commodity plastics
- PA Polyamide
- Technical plastics
- High Performance Polymers
Customized Ultramid� Advanced N3U41 G6 enhances the durability, long-term performance and reliability of IGBT semiconductors. Semikron Danfoss uses BASF's PPA to encapsulate its Semitrans 10 IGBT semiconductors for inverters in photovoltaic and wind energy...
-

How to boost your process efficiency with Chem-Trend�s products
- 25.11.2024
- Plastics Processing
- Mold cleaning
- Purge Compound
- Oils, lubricants
- TPU - thermoplastic elastomers
Chem-Trend offers process aids for the efficient processing of thermoplastics under the Lusin� and Ultra Purge� brands. Products include lubricants, release agents and cleaning compounds that increase productivity and reduce mess. Biesterfeld Silcom represents them on the Czech and Slovak...
-

Innovation in the world of dosing technology: Movacolor brings a new solution for plastics processing
Movacolor, a leading manufacturer of dosing technology, is bringing innovative solutions for plastics processing in 2024. Innovations include the PTC portable touch control panel and the MDS dosing unit, which increases efficiency and stability in production environments. The new offline dosing...
.gif)

Branch Dictionary
