

Deep Moldex3D mold analysis before production from SimulPlast
SimulPlast, s.r.o., sole representative of Coretech System Co. Ltd. - a manufacturer of Moldex3D plastic injection molding software, has been of service in the field of complex mold simulation and design optimization of plastic parts.
Po dobu této �innosti byly úsp�šn� optimalizovány stovky výrobk� a forem a poda�ilo se p�edejít �ad� problém� souvisejících s chybami designu díl� a konstrukce forem. Tematika pou�ívání CAE softwaru p�i vývoji plastových díl� s následnou optimalizací formy je ji� dlouhou dobu diskutovaná odbornou ve�ejností. �astým d�vodem neprovedení analýzy dílu a formy je argument, �e za tuto �innost je zodpov�dný výrobce formy. V tomto �lánku se budeme v�novat analýze vtokové soustavy.
Proces poptávky formy za�íná zasláním hotového designu dílu s informacemi o plastovém materiálu a po�adavk� na vzhledové resp. funk�ní �asti dílu do nástrojárny. Trendem n�kterých dodavatel� je velmi rychlé zaslání návrhu vyrobitelnosti (DFM) s variantami pozic vtok�, ov��ením odformovatelnosti (odformovací úhly), pozic vyhazova�� �i taha�� s maximálním respektováním designu dílu navrhnutého zákazníkem. Nechybí ani pozice studených spoj�, které �eší spíše estetické nároky na díl. Co však analýza výrobce formy ne�eší je pevnost studených spoj�, mo�né další vzhledové chyby, reálné deformace a jejich p�í�iny. Velmi �asto ve snaze získat zakázku jsou v simulaci pou�ity nereálné parametry vst�ikování. Nap�. napln�ní výlisku bu� velmi rychle za desetinu optimálního �asu, aby materiál zatekl i do nejten�ích st�n, anebo extrémn� pomalý vst�ik, aby se sní�ily tlaky, p�ípadn� je nastavená teplota taveniny vysoko nad reálnou hodnotou s cílem sní�it uzavírací sílu, zredukovat po�et vtok�, apod.
Na základ� t�chto podklad� vznikne forma, která v praxi m��e mít velké mno�ství problém�. Její odlad�ní trvá dlouho, je nákladné, musí se ud�lat náro�né úpravy a v nejhorším p�ípad� je nutné ji vyrobit znovu. P�itom by sta�ilo být skute�n� odborným partnerem svému zákazníkovi. Namísto slepého uznání po�adavk� zákazníka je t�eba poukázat na nedostatky designu dílu, nepromyšlené nároky, které díl v kone�ném d�sledku nepot�ebuje, resp. jiné po�adavky (pozice a po�et vtok�, respektování vlastností materiálu apod.).
 | |
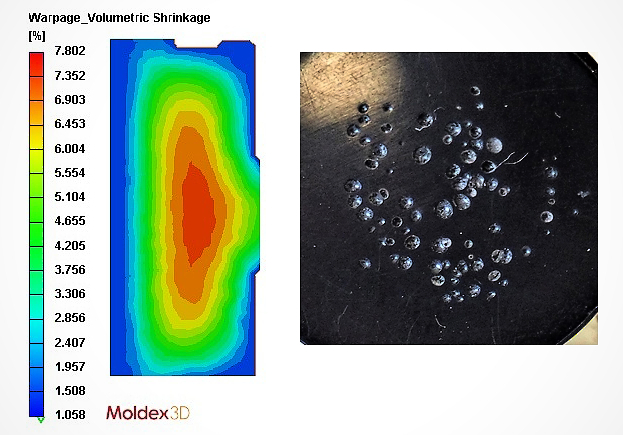
Obr.1: Velká lokální tlouš�ka st�ny zp�sobuje porozitu hotového výrobku (obr. vlevo – velké objemové smršt�ní v tlustost�nné oblasti, obr. vpravo – porozita materiálu uvnit� tlustost�nné oblasti dílu vlivem velkého objemového smršt�ní) |
P�íkladem je konstrukce jednoduchého dílu, kde bylo porušeno n�kolik zásad správného designu plastového výlisku, dopln�ná chybami konstrukce formy. Nejprve designer dílu nedodr�el základní pravidla o tlouš�ce st�ny výlisku a konstruktér formy navrhl poddimenzované pr�m�ry vtok� s velmi malým ústím vtoku a navíc s nesprávnou pozicí na výlisku. Výsledkem je chybný výlisek s propadlinami, porozitou (viz. obr.1) a šmouhami (viz. obr.2). Po vyhodnocení situace byla zákazníkovi doporu�ená zm�na designu. Navzdory protest�m ohledn� termínu za�átku výroby (SOP za 2 týdny) po prov��ení návrh� vyplývajících ze simulace koncový zákazník sám na jejich základ� upravil design dílu a dal si ho op�tovn� prov��it výpo�tem. Nové �ešení bylo bezchybné. Kone�né náklady za opravu formy byly na úrovni 10% z ceny formy. V ka�dém p�ípad� ni�ší, ne� p�ípadné reklamace zp�sobené praskajícími výlisky vlivem porozity, resp. znehodnoceným vzhledem výlisku.
 | |
Obr.2: Poddimenzovaný pr�m�r ústí vtoku zp�sobuje degradaci materiálu – povrchové šmouhy |
Dalším velmi �astým problémem je volba pozic horkých trysek a jejich �asování p�i kaskád�. Snaha po sní�ení prvotních náklad� p�i výrob� formy vede k maximální redukci po�tu trysek, co� vede k vysokým plnícím tlak�m spojeným s tvorbou tzv. lesklin povrchu a neumo��uje správné na�asování otevírání kaskády – vytvá�ejí se tlakové �áry na povrchu. Proto�e vým�na horkého systému je velmi vysokým nákladem (�ádov� desetitisíce €), �eší se to následn� lakováním (dodate�né náklady na lakování), manuální úpravou povrchu výlisku (dodate�né náklady na pracovníka), anebo v lepším p�ípad� dohodou se zákazníkem na ni�ší kvalit� vzhledu povrchu (akceptace menších propadlin, viditelnost studených spoj�, apod.), co� m��e vést i ke ztrát� stupn� kvality dodavatele. Stanovením správného po�tu a rozmíst�ní trysek horkého systému se zjednoduší nastavení vst�ikovacích parametr� p�i spušt�ní standardní produkce. Stabiln�jším �ešením, které je v souladu se sou�asným trendem Pr�mysl 4.0, je pou�ití tlakových senzor� na �asování otevírání jehel horkých vtok�. Takovéto �ešení p�ináší reálné otevírání jehel zohled�ující výkyvy procesu výroby (kolísání kvality taveniny, zm�ny šar�e materiálu apod.). Na jednoduché lišt� dlouhé 900 mm o tlouš�ce 2,2 mm, co� je dnes standard pro interiérové díly, je ilustrovaný vliv po�tu a pozic trysek na vznik tlakové �áry a nár�st tlaku, který m��e vyvolávat vznik tzv. „lesklin“. Sledovaný byl vliv okam�iku otev�ení trysky na profil rychlosti �ela taveniny a spot�eba plnícího tlaku. Pro 900 mm lištu je mo�né pou�ít 3 – 5 trysek. Všeobecný trend je pou�ít co nejmén� trysek kv�li šet�ení náklad�.
 | |
Obr.3: Modely rozmíst�ní trysek pro kaskádové vst�ikování |
Prov��eny byly t�i modely (viz. obr.3):
Model 1 - t�i trysky s rovnom�rnou vzdáleností ¼ délky dílu
Model 2 - t�i trysky se vzdáleností zohled�ující pozd�jší otevírání jehel
Model 3 - p�t trysek s optimalizovanou vzdáleností na tlak a otevírání jehel
U modelu �. 1 se stejnom�rnou vzdáleností trysek dochází ke zm�n� rychlosti �ela taveniny p�i otev�ení krajních trysek. To se projevuje vznikem tlakové �áry resp. zm�ny odstínu odlesku (viz. obr.4). Tlak je vyrovnan�jší u modelu �. 2 díky optimalizaci otvírání jehel. Pozd�jší otvírání jehly zabra�uje prudkému nár�stu rychlosti taveniny a tím i ne�ádoucímu jevu za vzniku povrchových vad. Podobn� je tomu u modelu �íslo 3 s p�ti tryskami.
Nejmenší nár�st tlaku a tím také nejni�ší nebezpe�í vzniku „lesklin“ je u modelu s 5-ti tryskami. Optimalizací po�tu a pozice trysek horkého vtokového systému a zohledn�ním pou�itého materiálu je mo�né efektivn� p�edcházet nekvalit� výrobk� a sní�it náklady spojené s dodate�nou úpravou výlisk� �i formy, resp. p�edcházet mo�né ztrát� zákazníka.
 | |
Obr.4: Typy vzhledových vad: lesklina (vlevo), povrchová �ára (uprost�ed), zm�na lesku povrchu (vpravo) |
 | |
| Obr. 5: Z �ava: Profil vst�ikovacího tlaku p�i pln�ní dutiny formy u modelu 1 (�ervená �ára) a u modelu 2 (zelená �ára): delší dráha toku taveniny z druhé trysky u modelu 2 vyvolává vyšší spot�ebu tlaku. Profil vst�ikovacího tlaku p�i pln�ní dutiny formy u modelu 1 (�ervená �ára) a u modelu 3 (zelená �ára): v�tší po�et trysek sni�uje celkovou spot�ebu tlaku a ú�inn�jší je i p�sobení dotlaku, co� pomáhá p�i odstra�ování propadlin. |
Záv�r:
Zapojení simula�ního softwaru Moldex3D ji� do rané fáze nových projekt� umo��uje získat dostate�nou jistotu p�i interních rozhodovacích procesech. Pro konstruktéry je výhodná jeho implementace do CAD softwar� NX, Creo, SolidWorks a SolidEdge, p�i�em� pracovat doká�e bez problém� i s celou �adou dalších CAD datových formát�. Moldex3D slou�í zejména pro ov��ení designu dílu a formy, ale m��e také následn� pomoci p�i hledání p�í�in problém� s kvalitou výroby. Výstupy ze softwaru tak pomáhají konstruktér�m a výrobc�m forem p�i optimalizaci (geometrie dílu/dutiny, design chladicích systém�, umíst�ní, rozm�ry a po�ty vtok� atd.), p�ípadn� i technolog�m p�i �ešení výrobních problém� a redukci výrobních �as�. Díky p�esným a spolehlivým výsledk�m se stal simula�ní software Moldex3D základem pro dobrou kvalitu finálních výlisk�.
- autor:
- SimulPlast s.r.o.
-

SimulPlast s.r.o.
Mold design and construction, simulations, analysis, injection molding training, plastic injection seminars, plastic testing and testing.
- www.simulplast.sk
- Na Letisko 2129/28, Poprad
You might also be interested
-

DESMA Elastomertechnik's global mold and cold runner production achieves record sales in 2024
Kl�ckner DESMA Elastomertechnik GmbH, headquartered in Fridingen an der Donau, has been developing molding processes for sophisticated rubber and silicone articles of various sizes for almost six decades. One of DESMA's key competencies is that it offers and implements integrated production...
-

Flumasys as a supplier of the complete ABB range of drives for the plastics industry
Flumasys was founded in 2015 with the aim of delivering innovative solutions in the field of industrial automation. Our portfolio includes precision process material dispensing systems, industrial filter regeneration technologies and last but not least ABB drives. We are proud to be an authorized...
-

Order injection mould diagnostics from Mepac SK s.r.o.
- 08.01.2025
- Machinery & Equipment
- Injection molding
Your injection moulds are the heart of your production. Their proper functionality and longevity are key to maintaining high product quality and the efficiency of your production processes. Right now is the perfect time for a comprehensive diagnosis of your moulds. Have them checked by MEPAC...
-

Stepanek3D: Using generative design for conventional technologies
- 03.01.2025
- Machinery & Equipment
- 3D technology
- CNC technologie
- Injection simulation
- Software for industry
Generative design in Fusion 360 brings effective solutions for CNC machining, casting and sheet metal parts. It makes it possible to optimize the geometry of parts with regard to material, production and space limitations, thereby saving costs, time and supporting innovation in...
-

Configurator of customized vibrating bins and feeders by Vibrofeed - MTR s.r.o.
Vibrofeed - MTR s.r.o. is engaged in the design and manufacture of quality vibratory feeding and sorting systems used for process automation in various...
-

MAPRO Group has become the exclusive distributor of the global e-shop MOULDSHOP on the Slovak and Czech market
MAPRO Group becomes the exclusive distributor of the MOULDSHOP e-shop for the Slovak and Czech markets in 2024. Mouldshop.cz offers a wide range of components for the toolmaking and plastics industry. In addition, MAPRO SLOVAKIA is also the exclusive distributor of HAITIAN International injection...
-

MORETTO will present its innovations at the FAKUMA 2024 plastics trade fair
Fakuma, the trade fair for the plastics industry, will again take place this year from 15 to 19 October in Friedrichshafen, Germany. The important event for plastics processors has always focused on market developments and the search for new exclusive and competitive solutions characterised by...
-

Sumitomo (SHI) Demag: Changing the perception of productivity
As the Czech and Slovak economy is largely dependent on manufacturing exports and trade, productivity is a priority for the manufacturing segment. David Svoboda, CEO of Sumitomo (SHI) Demag Plastics Machinery �esko spol. s r.o., analyses what drives plastics processing customers to gain control...
-

A great alternative to quality control test paints from Anamet s.r.o.
- 25.09.2024
- Machinery & Equipment
- Quality control
DataPhysics Instrumenst has launched the world's first portable contact angle analyzer, the PCA 200 - a fully autonomous device for one-click surface energy determination. It was developed as an alternative to test inks for production quality control. The PCA 200 enables non-destructive testing of...
-

Company TOOL-TEMP CZ s.r.o. presents new tempering unit MATIC Water 160
- 24.09.2024
- Machinery & Equipment
- MSV Brno
With the launch of the new models MATIC Water 160 12 B and MATIC Water 160 24 B, the Swiss company Tool-Temp AG sets new standards in temperature control technology and pressure water tempering units with its MATIC product...



Branch Dictionary
