

Automatic optimization of plastic parts in air and water from Plasty Gabriel s.r.o.
Virtual and real VARIMOS® system can objectively design a construct and technological solution to produce the best possible, predefined, qualitative results. VARIMOS® consists of two basic parts - virtual and real.
VARIMOS® Virtual automaticky navrhne optimální řešení výroby. Během návazného postupu lze s využitím systému VARIMOS® Real nastavit proces vstřikování na zvoleném vstřikovacím stroji, vycházející z výsledků softwaru VARIMOS® Virtual, poté provést vzorkování a reálnou optimalizaci. Reálný VARIMOS® může také sloužit ke 100 % kontrole sériové výroby. VARIMOS® Virtual a VARIMOS® Real mohou uživatelům pomáhat jako samostatné optimalizační systémy.
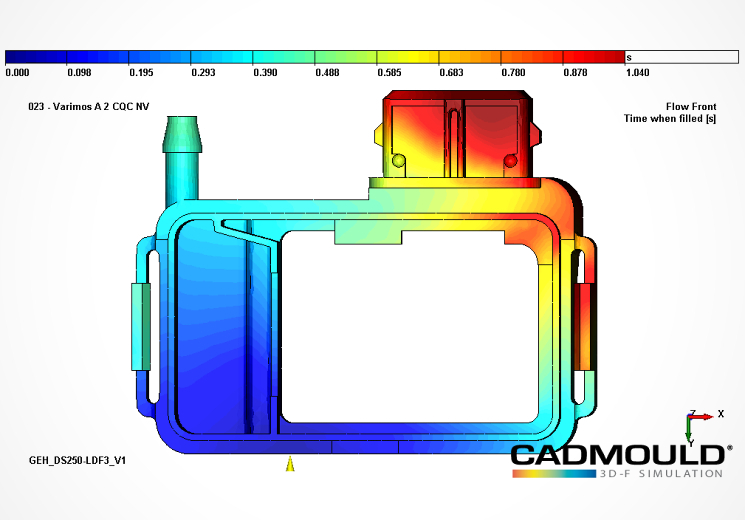
Zajímavým úkolem, využívajícím software VARIMOS® Virtual, bylo porovnat zoptimalizované deformační výsledky pro zadanou plastovou konstrukci, pokud výrobky chladnou ve stojatém vzduchu o teplotě 20°C, vůči dílům chladnoucím ve vodě o teplotě 16°C. Zároveň byl analyzován vývoj teploty výrobku po jeho vyhození z formy a to opět pro chladnutí na vzduchu a ve vodě. Tyto teploty mohou být snímány v automatickém režimu nebo v časových okamžicích, které uživatel softwaru před analýzou stanoví.
 | |
| Obr. 1: Pracovní, převážně automatický postup práce v softwarovém systému VARIMOS® Virtual sestává z následujících kroků |
Do simulačního procesu vstupují dvě skupiny dat: kvalitativní data a konstrukční + technologická data. Zvolená kvalitativní data (zvl. tolerance rozměrů) byla automaticky zpracována s ohledem na vhodný rozsah konstrukčních úprav a s ohledem na stanovené rozpětí technologických parametrů. Software VARIMOS® Virtual návazně zpracoval uvedené podklady a doložil, že ne všechny tolerance jsou dosažitelné a navíc v případě chladnutí ve vodě dojde – v porovnání s chladnutím na vzduchu - ke zhoršení některých deformačních výsledků, viz obr. 2.
 | |
| Obr. 2: Část posuzovaných kvalitativních kritérií pro konstrukci chladnoucí na vzduchu (horní část obrázku). Z výsledků je patrné, že jeden rozměr leží na hranici tolerance a jeden je mimo toleranci (modrý pruh). V dolní části obrázku je výřez z výsledků pro konstrukci chladnoucí ve vodě: dva rozměry jsou na hraně tolerance a jeden leží mimo toleranci. (Do úvahy není zahrnuta nestabilita plnicích problémů.) |
 | |
 | |
| Obr. 3: Optimální poloha vtokového ústí (žlutý kužel) pro konstrukci chladnoucí na vzduchu (nahoře) a ve vodě (dole) |
Zajímavé je porovnání optimálních konstrukčních úprav a technologických parametrů, které zajistí co nejlepší kvalitativní data. Jak vyplývá z obr. 2, odlišná by měla být poloha vtoku, pokud výrobek chladne ve vodě. Rozdíl optimálních parametrů nespočívá pouze v poloze vtoku, ale také se změní optimální teplota taveniny, doba dotlaku a doba chlazení!
 | |
 | |
| Obr. 4: Doba chladnutí výrobku do teploty okolí (nahoře chladnutí na vzduchu, dole ve vodě). Nejteplejší místo konstrukce vychladne ve vodě 16,7 x rychleji než na vzduchu |
Ve kterémkoli okamžiku doby chladnutí výrobku mimo formu je možné uložit teplotu plastového dílu a zjistit, jaká je povrchová teplota, teplota ve středu tloušťky stěn, případně teplota kdekoli po průřezu stěnami konstrukce. Příklad řezu dílem, zachycující stav teplot materiálu ve 2. min. po odformování, je uveden na obr. 4. Vidíme zde místo kumulace materiálu se značně vyššími teplotami než v jiných částech řezu.
Ze simulačních výsledků vyplývá, že optimální konstrukční a technologické parametry souvisejí s podmínkami chladnutí vstřikovaných dílů, minimálně těch, které jsou vyrobeny ze semikrystalických plastů.
 | |
 | |
| Obr. 5: Teplota PA6 v řezu konstrukcí ve 2. min. po odformování |
Výjimečnou vlastností softwaru VARIMOS® Virtual je schopnost komplexního kvalitativního vyhodnocení vztahů mezi konstrukcí dílu, technologií výroby i okolním prostředím.
- autor:
- Plasty Gabriel s.r.o.
-

Plasty Gabriel s.r.o.
Plastic injection, plastic injection analysis, software Cadmould for analysis and optimization of plastic injection, plastic injection simulation.
- www.plastygabriel.cz
- Mezihoří 262, Moravské Knínice
You might also be interested
-

SUBTER PLUS – Exclusive Representative of O.C.S. for Rubber Molds in the Czech Republic and Central Europe
- 01.11.2024
- Plastics Moulds
- Rubber
- Injection molds
SUBTER PLUS s.r.o., based in Jindřichův Hradec, has become the exclusive representative of Italian manufacturer O.C.S. s.r.l. for rubber molding products in the Czech Republic, Poland, Slovakia, Slovenia, and Hungary. O.C.S. s.r.l. specializes in molds for injection and compression molding and...
-

JAN SVOBODA: Dew point and its importance for plastics engineers
- 16.08.2024
- Plastics Moulds
- Maintenance of injection molds
Dew point is a key factor for plastic molders because it affects condensation on molds. High humidity requires a higher mould temperature to keep water from condensing. Cold moulds cause rapid surface solidification of the plastic, leading to stresses and deformations. To minimize defects and...
-

Reliable partner in the field of plastic moulding - TRISPOL, Ing. František Adámek
Company TRISPOL, Ing. František Adámek, is a specialist in plastic injection moulding and production of plastic products, moulds for plastic injection, moulding tools and professional 3D...
-

ALFA CHROM servis s.r.o.: Your Partner for repairs and modifications of moulds and machine parts
- 17.04.2024
- Plastics Moulds
- Maintenance of injection molds
In 1991 ALFA CHROM servis s.r.o. was established to provide excellent services in the field of electroplating. We started with hard chrome coatings on moulds and machine parts, but over time we found that our skills and technological knowledge could serve other...


-

Expansion of PANAS Tools s.r.o. portfolio with TRUTHREAD calibers
- 12.02.2024
- Plastics Moulds
- Maintenance of injection molds
PANAS Tools s.r.o. has started a new cooperation with the world-renowned caliper manufacturer TRUTHREAD, which, with its more than 40 years of experience on the market, offers the production and supply of the most extensive range of threaded and smooth...
-

News from the world of industrial chemistry from Spectra
- 18.12.2023
- Plastics Moulds
- Maintenance of injection molds
The offer of industrial chemistry from the Czech company Spectra has been expanded by several useful novelties, which we will present to you in this...
-

AS LASER WELDING – construction of blowing and injection molds with the help of Cimatron
- 04.08.2023
- Plastics Moulds
- CAD/CAM
- Interview
- Injection molds
We call ourselves a "partner of innovators" with an exaggeration, because we help companies with fast and efficient development, says Marek Musil, procurator of AS LASER WELDING s.r.o. Read the interview about the successful cooperation of AS LASER WELDING s.r.o. with technology-support s.r.o.,...
-

ALFA CHROM servis invests in the future: expanded production facilities and new Demag cranes
- 15.02.2023
- Plastics Moulds
- Maintenance of injection molds
"Demag cranes are our investment for the future," says Aleš Koutný, CEO of ALFA CHROM servis. The company ALFA CHROM servis, which mainly deals with the repair of molds for the automotive industry, has doubled its production facilities over the past year and equipped them with a pair of new Demag...
-

Mikron MILL P900: The best solution for tool shops and manufacturers of precision parts
- 13.02.2023
- Plastics Moulds
- Toolmaker
- Injection molds
GF Machining Solutions is a leading supplier of machine tools and automation solutions. It focuses on mold makers, tool makers and precision parts suppliers. Therefore, it has included in its offer the Mikron MILL P 900 with a portal frame made of mineral concrete, which will provide you with a...
-

technology-support: Construction of moulds with the help of CAD/CAM Cimatron in the company Juraj Pittner
- 05.10.2022
- Plastics Moulds
- Interview
- Injection molds
Mr. Juraj Pittner has been in the world of injection molds for 20 years and has had his own design office since 2011. Before that, he worked for several years as a technologist and designer at the German company Meinecke Formenbau GmbH. For his work, he uses the Cimatron CAD/CAM solution, which is...


Branch Dictionary
